۰ تا ۱۰۰ تائید صلاحیت جوشکار یا Welder Qualification

آشنایی با تست تائید صلاحیت جوشکار یا Welder Qualification
تائید صلاحیت جوشکار یا به انگلیسی Welder Qualification فرآیندی است که توانایی جوشکار را برای انجام جوشکاری بر اساس کدها و استانداردهای جوشکاری پس از یک روش جوشکاری ارزیابی میکند، این صلاحیت میتواند منجر به صدور گواهینامه جوشکار شود.
تأیید و گواهی صلاحیت جوشکار، در طول سالیان متمادی بحثهای زیادی را برانگیخته است. چندین استاندارد ملی و بینالمللی وجود دارد که به صلاحیت جوشکار پراختهاند. به عنوان مثال ISO، EN، ASME و AWS بخشهایی وجود دارد که در این مورد صحبت شده است که گاهاً موجب سردرگمی افراد شاغل در صنعت جوش شده است.
کدهای بینالمللی مرتبط با جوشکاری مانند: ASME SEC IX ،AWS D۱.۱ و ASME B۳۱.۳ یا استانداردهای ISO ۹۶۰۶، EN ۱۵۰۸۵ و EN ۱۰۹۰ سازنده را ملزم میکنند که برای ساخت یک سازهی جوشکاری از جوشکاران تائید صلاحیت شده بهره ببرند. در تمام کدها و استانداردهای جوشکاری، موضوع صلاحیت جوشکار برای بررسی توانایی جوشکار، برای انجام یک جوش که عاری از عیوب جوشکاری مانند: ترک جوشی، عدم ذوب LOF و عدم نفوذ LOP و غیره باشد؛ مد نظر قرار گرفته است.
کد و استانداردهای صلاحیت جوشکار و اپراتور جوش
کدها و استانداردهای بینالمللی مختلفی برای صلاحیت جوشکار استفاده میشود. متداولترین آنها عبارتند از:
AWS D۱.۱
AWS D۱.۲
ASME بخش IX
ISO ۹۶۰۶-۱، ISO ۹۶۰۶-۲
استاندارد CSA W۴۷.۱
در این مقاله به مهمترین متغیرهایی را که باید در هنگام احراز صلاحیت یک جوشکار در نظر گرفته شوند، پوشش میدهیم که در ASME بخش ۹، AWS D۱.۱ و همچنین ISO ۹۶۰۶ به آن اشاره شده است؛ لازم به ذکر است که این مقاله کل موارد ذکر شده در موارد نام برده شده را پوشش نمیدهد.
مراحل تائید صلاحیت جوشکار
برای اینکه صلاحیت جوشکار را برای انجام جوشکاری مورد ارزیابی قرار بگیرد؛ باید شرایط جوش مشخص شود و سپس با توجه به آن متغیرهای تأثیرگذار مشخص شود و پس از آن کوپن تست صلاحیت جوشکار یا WQT مشخص شود. که در ادامه در مورد آن صحبت خواهیم کرد.
متغیرهای ضروری تأثیرگذار بر جوش که باید برای تائید صلاحیت جوشکار مد نظر قرار بگیرند:
۱) فرآیند جوشکاری مورد استفاده
۲) نوع اتصال جوش
۳) گروهبندی جنس فلز پایه یا اصلاحاً P Number
۴) طبقهبندی الکترود یا اصلاحاً F Number
۵) ضخامت فلز پایه
۶) موقعیت جوشکاری
۷) ترتیب جوشکاری
سپس باید اهمیت این پارامترها و محدودهی پذیرش آنها را مورد بررسی قرار دهیم؛ در ادامه از قسمتی از ASME بخش IX برای توضیح فرآیند تأیید صلاحیت جوشکار استفاده خواهد شد.
گام ۱) تعیین فرآیند جوشکاری
نوع فرآیند جوشکاری با توجه به عوامل مختلفی توسط مهندس جوش تعیین میشود که باید منطبق با WPS جوشکاری که تائید شده است باشد. سپس با توجه به فرآیند جوشکاری مشخص میشود که صلاحیت جوشکار برای انجام چه فرآیندی نظیر جوشکاری با الکترود دستی پوششدار SMAW، جوشکاری با گاز محافظ GMAW یا MIG/MAG، جوشکاری توپودری FCAW، جوشکاری با گاز محافظ و الکترود تنگستنی GTAW یا جوشکاری TIG باید ارزیابی شود. لازم به ذکر است که نوع دستگاه که میتواند دستی نیمه اتوماتیک و اتوماتیک باشد نیز باید در نظر گرفته شود.
گام ۲) بررسی متغیرهای جوشکاری
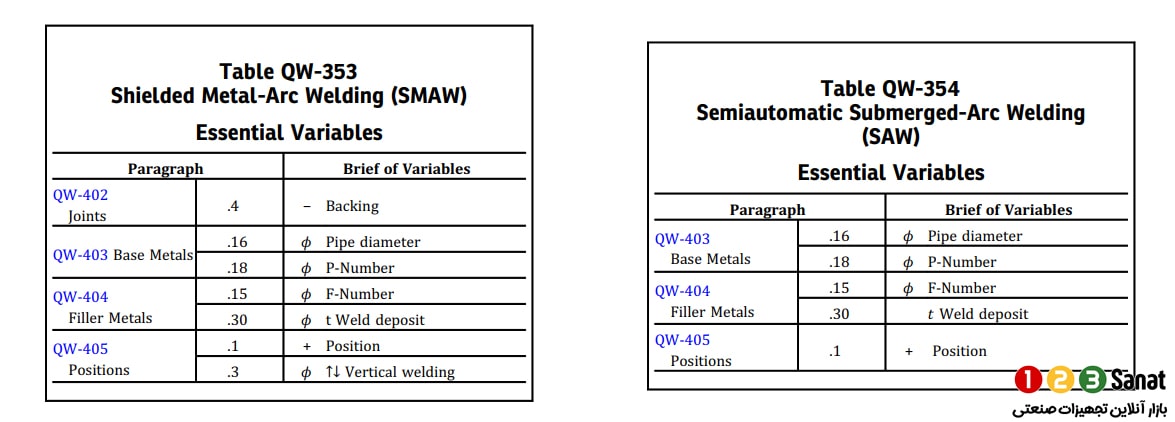
پس از تعیین فرآیند جوشکاری، پارامترهای تأثیرگذار بر جوش مشخص میشود. در کد ASME بخش IX با توجه به نوع فرآیند متغیرها معرفی شدهاند؛ برای مثال برای فرآیند جوشکاری قوسی الکترود دستی SMAW در بخش جدول QW-۳۵۳ در مورد متغیرهای ضروری اطلاعات آورده اشده است و همچنین از جدول QW-۳۵۲ تا QW-۳۵۷ با توجه به نوع فرآیند جوشکاری و متغیرهای وابسته اطلاعاتی آورده شده است.
گام ۳) در نظر گرفتن سایر متغیرها
رسیدن به یک جوش که حداقل استانداردهای کیفی را داشته باشد، نتیجه رعایت درست مجموعهایی از نکات است؛ که این موارد به صورت مفصل در کد بخش ۹ ASME، توضیح داده شدهاند اما در اینجا به صورت خلاصه برای روشن شدن موضوع به مواردی اشاره خواهیم کرد.
الف) نوع اتصال: نوع اتصال جوشکاری که شامل جوش شیاری و گوشه است باید از جوشکار تست گرفته شود تا توانایی برای انجام صحیح آن را اثبات کند. همچنین مواردی مانند نیاز یا عدم نیاز به استفاده از پشت بند در جوشکاری باید مد نظر قرار بگیرد و حتماً در صورتی که نیاز است برای جوش از پشت بند استفاده شود، توانایی جوشکار برای جوشکاری در شرایط فوق ارزیابی شود.
ب) جنس فلز پایه: جنس فلز پایه در کد بخش ۹ ASME، به صورت P Number در جدول QW-۴۲۳ با گروه از فلز پرکننده که سازگار است برای انجام تست صلاحیت جوشکار معرفی شده است.
ج) ضخامت: با افزایش ضخامت فلز پایه، تعداد پاس پرکننده نیز افزایش مییابد و جوشکار ملزم به انجام پاسهای جوشکاری بیشتری است که میتواند سلامت جوش را تحت الشعاع قرار دهد لذا در بخش QW-۴۰۴.۳۰ به این مورد پرداخته شده است و در ادامه مشخص کرده است که تعداد تستهایی که باید در ضخامت بالا مانند تست خمش در جوش و … انجام شود بیشتر میباشد.
د) فیلر پرکننده: هر سیم پرکننده یا الکترود در کد بخش ۹ ASME، به صورت F Number آورده شده است و برای سازگاری آنها باید به جدول QW-۴۳۲ مراجعه شود.
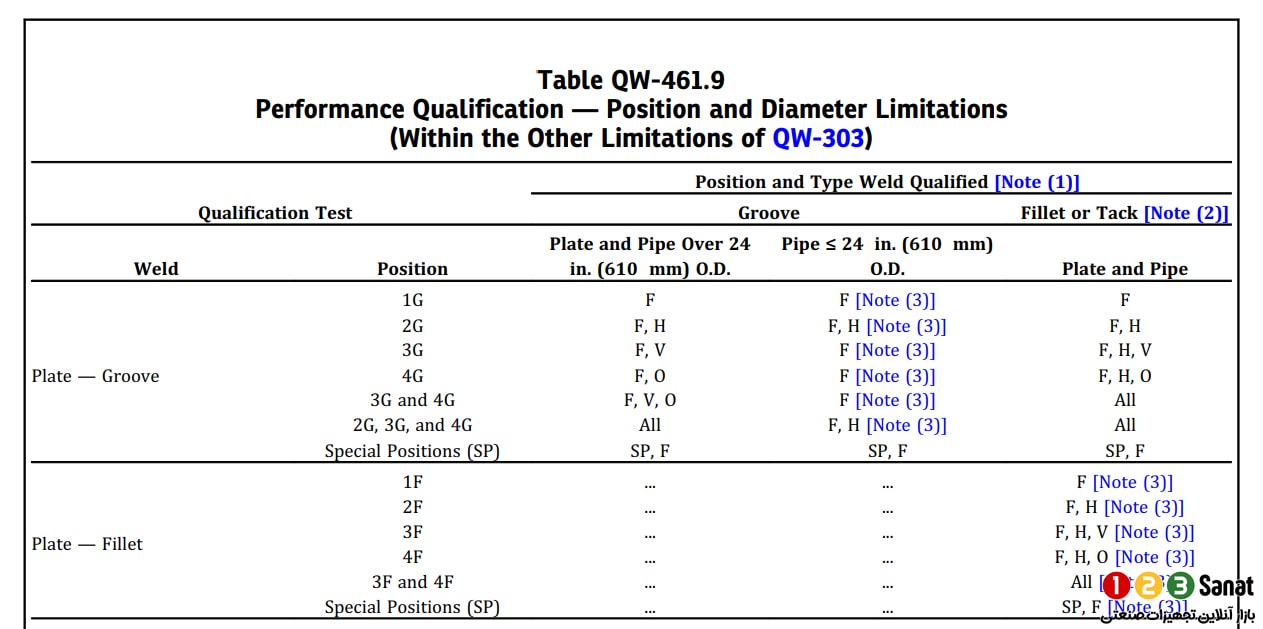
ه) موقعیت و ترتیب جوشکاری: باید توانایی جوشکار برای جوشکاری در موقعیت و ترتیب جوشکاری مد نظر سنجیده شودکه این مورد در بخش QW-۴۶۱.۹ مورد بحث قرار گرفته است. بخشی از این جدول در شکل زیر آمده است.
کوپن تست صلاحیت جوشکار یا WQT چیست؟!
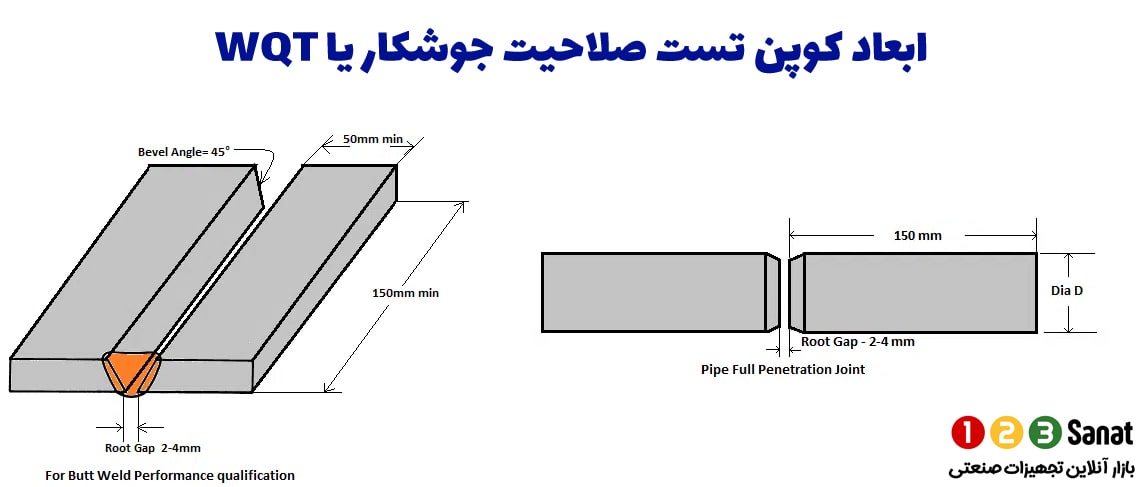
کوپن تست صلاحیت جوشکار یا WQT یا به انگلیسی Welder Qualification Test Coupon، یک قطعه نمونه است که برای ارزیابی میزان مهارت جوشکار، توسط وی جوشکاری میشود.
ابعاد کوپن که در کد بخش ۹ ASME آمده است برای کوپن صفحه دارای طول حداقل ۱۵۰ میلیمتر (۶ اینچ) و عرض حداقل ۱۰۰ میلیمتر (۴ اینچ) میباشد و برای کوپن لوله این باید بر هر طرف، طول لوله حداقل ۱۵۰ میلیمتر باشد.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.