صفر تا ۱۰۰ جوشکاری توپودری FCAW

آشنایی با فرآیند جوشکاری توپودری
فرآیند جوشکاری توپودری که یک نوع فرآیند جوشکاری قوسی است با نام FCAW که مخفف Flux cored arc welding است شناخته می شود. این فرآیند جوشکاری به صورت نیمه اتوماتیک انجام می شود و بسیار شبیه به جوشکاری قوسی در پناه گاز محافظ فعال MAG است بطوریکه از تجهیزات مشابه با این فرآیند مانند منبع تغذیه جوشکاری با ولتاژ ثابت و تجهیزات مشابه با جوشکاری MAG استفاده می کند.
فرآیند جوشکاری توپودری برای اولین بار در دهه ۱۹۵۰ میلادی به عنوان جایگزینی برای جوشکاری قوسی با الکترود دستی (SMAW) معرفی شد. تغذیه یکنواخت سیم جوش در این فرآیند جوشکاری یکی مهمترین مزیت های آن در برابر جوشکاری قوسی با الکترود دستی می باشد.
فرآیند جوشکاری توپودری را هم می توان به همراه تغذیه گاز محافظ و هم بدون آن انجام داد اما توصیه می شود برای ایجاد یک جوش با کیفیت بیشتر آن را در پناه گاز محافظ انجام بدهند.

جوشکاری توپودری چطوری انجام می شود؟
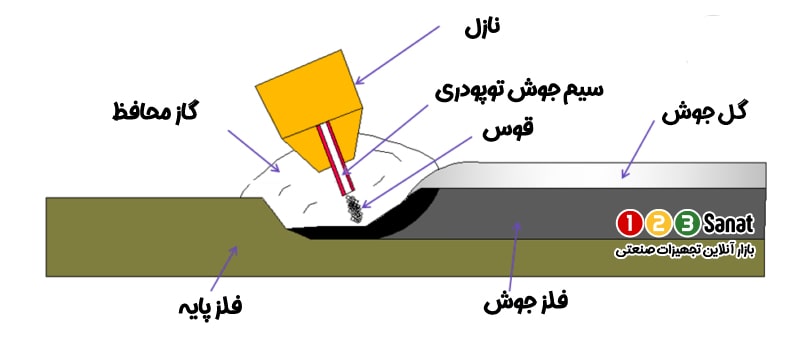
جوشکاری توپودری (FCAW) از گرمای تولید شده توسط قوس الکتریکی برای جوشکاری فلز پایه در ناحیه اتصال جوش استفاده می کند. این قوس بین قطعه کار فلزی و سیم جوش مصرف شونده که به طور مداوم تغذیه می شود، زده می شود. سیم جوش و قطعه کار فلزی با هم ذوب می شوند و یک اتصال جوش را تشکیل می دهند. تا اینجا مکانیزم انجام جوشکاری توپودری شبیه به جوشکاری میگ و مَگ است با این تفاوت که در جوشکاری میگ و مَگ از سیم جوش توپر استفاده می شود اما در جوشکاری توپودری از سیم جوش توخالی که داخل آن پودر محافظ گرده جوش (مشابه روپوش الکترود) است استفاده می شود.
احتمال ایجاد عیوب جوشی در جوشکاری توپودری به همراه گاز محافظ کمتر از جوشکاری بدون گاز محافظ است لذا در برخی از محافل به جوشکاری توپودری به همراه گاز، جوشکاری دو سپر گفته می شود. معمولاً توصیه شده است که گاز محافظ با ترکیب مخلوط ۷۵٪ آرگون و ۲۵٪ دی اکسید کربن برای جوشکاری استفاده شود اما می توان درصد ترکیب و نوع گاز محافظ را تغییر داد که برای اطلاع بیشتر مقاله آشنایی با انواع گاز محافظ مطالعه شود.
کدام فلزات را می توان با جوشکاری توپودری (FCAW) جوش داد؟
جوشکاری توپودری (FCAW) برای جوشکاری اکثر فولادهای کربنی، جوشکاری چدن ، جوشکاری فولاد زنگ نزن و جوشکاری فولاد آلیاژی گزینه مناسبی است.
جوشکاری توپودری (FCAW) برای جوشکاری فلزات فعال و همچنین جوشکاری آلومینیوم مناسب نیست.
مزایای جوشکاری توپودری (FCAW)
مزایای اصلی جوشکاری توپودری (FCAW) به شرح زیر می باشند.
۱) برای استفاده در فضای باز و همچنین اتصال مواد ضخیم تر نسبت به جوشکاری میگ و مَگ عملکرد بهتری دارد.
۲) برای جوشکاری فولادهای آلیاژی یک گزینه بسیار مناسب است.
۳) نرخ رسوب بیشتری نسبت به جوشکاری میگ و مَگ دارد لذا یک جوشکاری با سرعت بالا بدون تأثیر منفی بر جوشکاری را تضمین می کند.
محدودیت های جوشکاری توپودری (FCAW)
محدودیت های اصلی جوشکاری توپودری (FCAW) به شرح زیر می باشند.
۱) جوشکاری توپودری (FCAW) نسبت به جوشکاری میگ و مَگ تولید دود بیشتری می کند که ممکن است دیدن حوضچه جوش را کمی دشوار کند.
۲) سیم جوش های توپودری نسبت به سیم جوش های توپر که در جوشکاری میگ و مَگ استفاده می شوند گرانتر هستند.
۳) نیاز به برداشتن گل جوش پس از هر پاس جوشکاری
کاربرد جوشکاری توپودری (FCAW)
جوشکاری توپودری (FCAW) ، یک فرآیند جوشکاری مقرون به صرفه و متداول در ساخت و ساز می باشد. همانطور که اشاره شد از آنجایی که این فرآیند جوشکاری یک فرآیند انعطاف پذیر برای جوشکاری مواد آلیاژی است در ساخت ساز های استراکچر های نفت گاز و نظامی و همچنین ساخت مخازن تحت فشار از آن زیاد استفاده می شود.
شماره فنی سیم جوش جوشکاری توپودری (FCAW)
از آنجایی که نحوه نامگذاری سیم جوش جوشکاری توپودری (FCAW) مشابه سیم جوش جوشکاری میگ و مَگ است آنها را به طور مفصل در مقاله صفر تا صد جوشکاری CO2 توضیح داده ایم، برای اطلاعات بیشتر به این مقاله مراجعه کنید و سر تیتر سیم جوش را مطالعه کنید.
بررسی تفاوت های جوشکاری FCAW-S و FCAW-G
ممکن است گاهی اوقات در کدها و استانداردهای جوشکاری به نام جوشکاری توپودری FCAW-S و FCAW-G برخورد کنید و برای شما کمی گیج کننده باشد !!! در اینجا به صورت دقیق به بررسی تفاوت های جوشکاری FCAW-S و FCAW-G خواهیم پرداخت.
در جوشکاری FCAW-S، حرف S از ابتدای عبارت انگلیسی Self-shielded می آید. در این نوع جوشکاری توپودری از گاز محافظ استفاده نمی شود و وظیفه محافظت از فلز جوش، مشابه فرآیند جوشکاری با قوس الکتریکی دستی SMAW که توسط روپوش الکترود انجام می شود این مهم توسط پودر داخل سیم جوش انجام می شود.
در FCAW-G، حرف G از ابتدای عبارت انگلیسی Gas-shielded می آید. محافظت از فلز جوش علاوه بر پودر داخل سیم جوش با دَمِش گاز محافظ تکمیل خواهد شد. این نوع فرآیند جوشکاری توپودری، به علت محافظت مضاعف از فلز جوش به نام جوش دو سپر نیز شناخته می شود که قبلاً به آن اشاره شد.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.