۰تا۱۰۰ آشنایی با عیوب جوش
مفهوم عیب در جوشکاری
در استاندارد جوشکاری ISO6520 که به فرآیندهای جوشکاری ذوبی می پردازد ، به انواع ناپیوستگی ها در جوشکاری و عیوب جوش اشاره شده است .
تعریف نقص یا ناپیوستگی (Discontinuity) : هر عاملی که باعث شود یکپارچگی قطعه از بین برود ، نقص یا ناپیوستگی نامیده می شود.
تعریف عیب : هر ناپیوستگی که در کارکرد قطعه مشکل ایجاد کند یا به هر ناپیوستگی که در محدوده پذیرش استاندارد نباشد عیب (Defect) گفته می شود.
پس نتیجه می گیریم که هر عیبی در جوش ناپیوستگی است اما لزوماً هر ناپیوستگی ، عیب نیست . و زمانی این نقص یا ناپیوستگی عیب محسوب که بعضی از خصوصیات از جمله نوع، اندازه، پراکندگی را بیش از حد مجاز استانداردها داشته و غیر قابل قبول باشد حتماً جزو عیوب جوش در نظر گرفته خواهد شد.
اینکه تشخیص بدهیم کدام ناپیوستگی ، عیب (Defect) است نیاز به استاندارد محدوده پذیرش داریم ، که این استاندارد با توجه به تجربیات گذشته و کاربرد قطعه جوشکاری شده تدوین شده است . برای مثال در شکل زیر در قطعه زیر که دارای ۴ نوع ناپیوستگی A,B,C,D است و حالا طبق استاندارد پذیرش بررسی می کنیم که کدام یک از ناپیوستگی های A,B,C,D عیب (Defect) است.

نتیجه:
ناپیوستگی A1: عیب است
ناپیوستگی A2: عیب است
ناپیوستگی B1: عیب نیست
ناپیوستگی B2: عیب است
ناپیوستگی C1: عیب است
ناپیوستگی C2:عیب است
ناپیوستگی D1: عیب است
طبق استاندارد جوشکاری ISO6520 عیوب جوش در ۶ دسته تقسیم بندی می شوند که ما هر عیب را در دسته بندی خودش مورد بررسی قرار می دهیم . عیوب جوش به شرح زیر است :
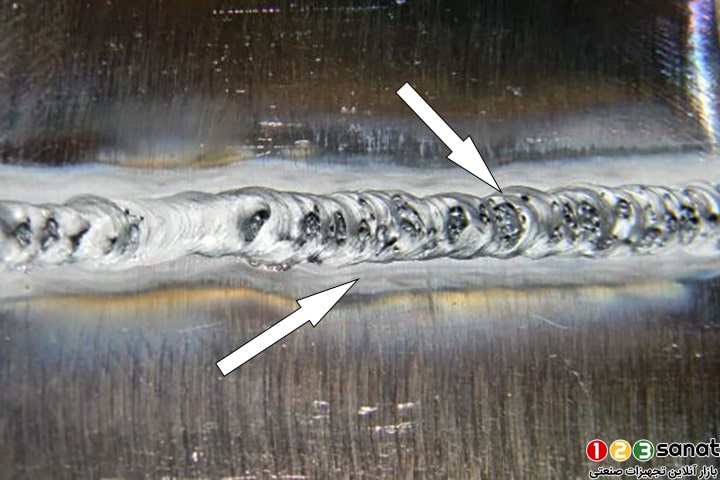
گروه شماره ۱ : ترکها
ترک ناپیوستگی (Crack) به وجود آمده به وسیله پارگی موضعی است، که میتواند ناشی از سرد شدن یا تنش باشد.
ترک ناپیوستگی (Crack) هم می تواند در فلز جوش و هم در فلز پایه به وجود آید ، ترک زمانی به وجود میآید که تنشهای موضعی بوجود آمده از مقاومت تسلیم ماده بیشتر شود. ترک خوردگی همواره با افزایش تنش در نزدیکی ناپیوستگیهای فلز جوش و فلز پایه یا نزدیک شیارهای مکانیکی که در طراحی اتصال پیش بینی شدهاند، همراه است. ترک ها جزو خطرناک ترین عیوب جوش هستند .
طبق این استاندارد ترکها (Crack) به دو دسته گرم و سرد تقسیم میشوند.
۱) ترک گرم یا انجمادی
۲) ترک سرد یا هیدروژنی
ترک گرم در خلال انجماد مذاب، شکل میگیرد و ترک سرد (تاخیری) بعد از آنکه فرایند انجماد کامل شد شروع خواهد شد. ترکهای سرد که بعضاً ترکهای تاخیری نیز نامیده میشوند با هیدروژن شکننده یا تردی هیدروژنی ارتباط خاصی دارند. ترکهای گرم در مرزدانهها منتشر میشوند ولی ترکهای سرد هم در مرزدانهها تشکیل میشوند و هم ممکن است از مرزدانهها گذشته و گسترش یابند.
انواع ترکها به لحاظ شکل ظاهری
۱) ترک مويی (Micro Crack)
وقتی ترک ابعاد ریزی در حد میکروسکوپی داشته باشد به میکرو ترک (Micro Crack) یا میکرو فیشر موسوم است.
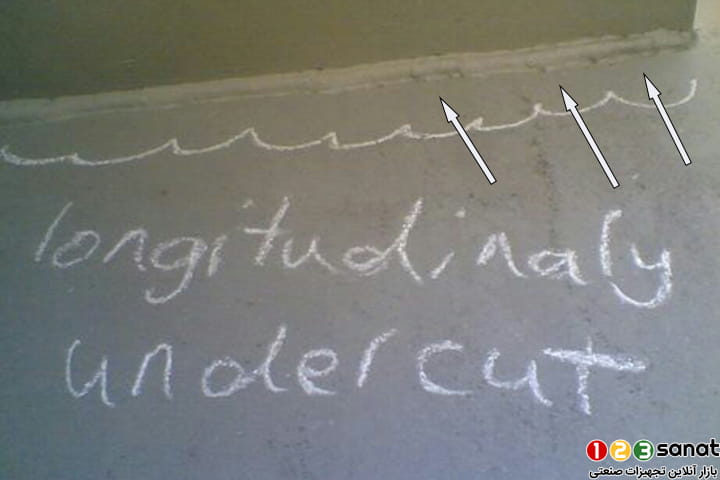
۲) ترک طولی (Longitudinal Crack)
در فرآیند جوشکاری زیر پودری که معمولاً با سرعت زیادی همراه است به چشم میخورد و گاهی تخلخل که معمولاً در ظاهر جوش قابل مشاهده نیست در آنها روی میدهد. ترکهای طولی در جوشهای کوچک و کم حجم بین قسمتهای بزرگ و حجیم ناشی از آهنگ سریع سرد شدن و درگیری یا در مهار بودن قطعات است. ترک طولی اساساً موازی با محور جوش است به چهار صورت واقع میشود.
در فلز جوش
در مرز جوش
در منطقه تاثیر حرارت جوش یا HAZ
در فلز پایه
۳) ترک عرضی (Transverse Crack)
ترک عرضی اساساً عمود بر محور جوش است و بیشتر ناشی از تنشهای فشاری عمود بر جوشی که قابلیت نرمی زیادی ندارد، است. ترکهای عرضی ممکن است در مناطق زیر واقع شوند.
در فلز جوش
در منطقه تاثیر حرارت جوش
در فلز پایه
۴) ترکهای تشعشعی
ترکهای تشعشعی ، به ترک هایی گفته می شود که از یک نقطه مشترک تششع میگیرند این ترک ها ممکن است در مناطق زیر ایجاد شوند.
در فلز جوش
در منطقه تاثیر حرارت
در فلز پایه
ترکهای تشعشی کوچک به ترکهای ستارهای (Cracks Star) نیز معروف اند.
۵) ترک چاله (Crater Crack)
ترک چاله، ترک انتهای خط جوش است و زمانی رخ میدهد که جوشکاری به درستی و به خوبی به پایان نرسد. ترک چاله یکی از شایع ترین عیوب جوش است . گاهی به این ترک نیز ترک ستارهای اتلاق میشود. ترک چاله جوش، ترک انقباضی بوده و معمولاً از قطع ناگهانی قوس ناشی میشود. ترک در چاله جوش عمدتاً به سه صورت زیر دیده میشود.
طولی
عرضی
ستارهای
۶) گروه ترکهای ناپیوسته (Group Of Disconnected Cracks)
گروهی از ترکهای جدا از هم که ممکن است در نواحی زیر مشاهده شوند.
در فلز جوش
در منطقه تاثیر حرارت
در فلز پایه
۷) ترکهای انشعابی (Branching Crack)
گروهی از ترکهای متصل به هم که منشا آنها یک ترک مشترک است و نسبت به ترکهای تشعشعی قابل تشخیص هستند. ترکهای انشعابی ممکن است در مناطق زیر واقع شوند.
در فلز جوش
در منطقه تاثیر حرارت
در فلز پایه
علل پیدایش ترک در جوش
۱) عدم رعایت مسایل مربوط به پیش گرمی جوش و پس گرمی جوش و دمای بین پاسی
۲) مرطوب بودن الکترود یا استفاده از الکترود نامناسب
۳) بیشتر بودن نسبت نفوذ به پهنای جوش (طراحی نادرست اتصال)
۴) جوشکاری در شرایط قطعه فیکس
۵) سریع سرد شدن قطعه بعد از جوشکاری
۶) وجود ناخالصی گوگرد و فسفر در فلز پایه
























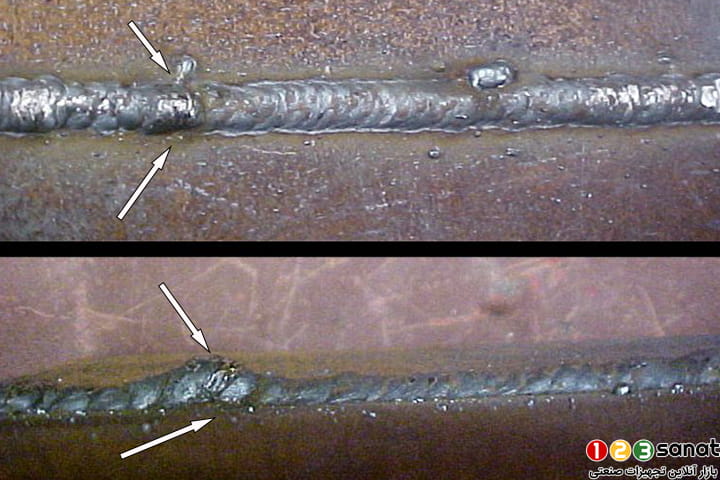
گروه شماره ۴ : نفوذ و ذوب ناقص نقص
انواع ایرادات نفود و ذوب ناقص
۱) ذوب ناقص
ذوب ناقص Lack Of Fusion یا LOF را این گونه تعریف می کنند : به کمبود پیوند بین فلز جوش و فلز پایه یا بین لایه های متوالی فلز جوش ایراد ذوب ناقص Lack Of Fusion گفته می شود .
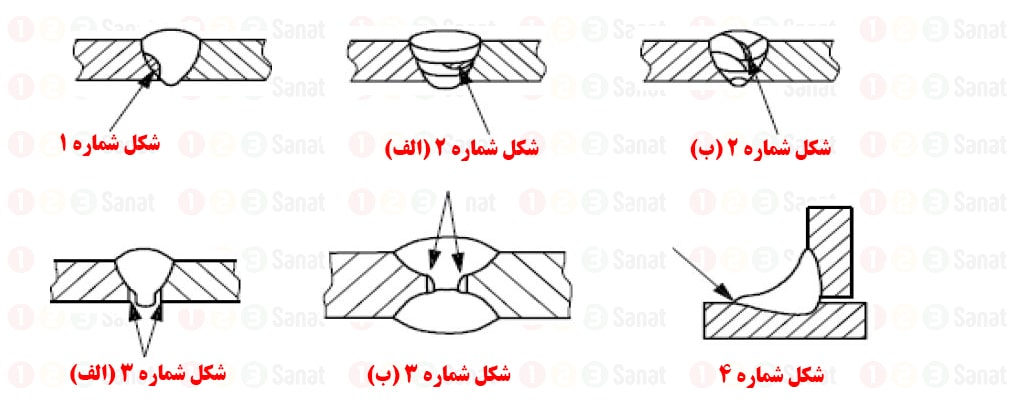
این ایراد می تواند یکی از موارد زیر باشد :
- ذوب ناقص دیواره جانبی lack of side-wall fusion (شکل شماره ۱)
- ذوب ناقص بین پاسی lack of inter-run fusion (شکل شماره ۲)
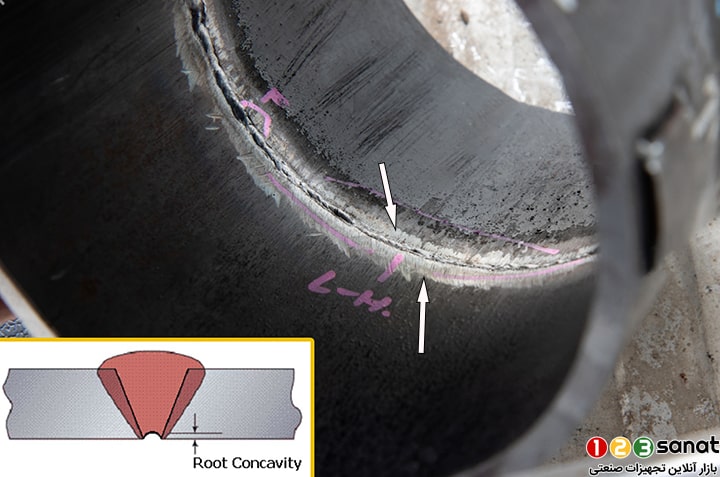
- ذوب ناقص ریشه lack of root fusion (شکل شماره ۳)
- ذوب ناقص ریز micro-lack of fusion (شکل شماره ۴)
نقاط ناقص ذوب شده ، به علت عدم همجوشی ، فلز پایه با فلز جوش است هستند که در نتیجه آن عدم همپوشانی فلز پایه با فلز جوش است.
عیوب جوش نفوذ و ذوب ناقص یکی از عیوب شایع برای جوشکاران مبتدی است . در مورد امکان تشخیص ذوب ناقص Lack Of Fusion ، و انواع مختلف ذوب ناقص را می توان به دو گروه طبقه بندی کرد :
۱) گروهی که ذوب ناقص شامل حفره ها یا اجزاء غیر فلزی است که با روش های غیر مخرب NDT قابل تشخیص است.
۲) گروهی که وجود ذوب ناقص هیچ گونه ناپیوستگی در ماده را نشان نمی دهد زیرا این یک نقص ساختاری است و بنابراین با روش های غیر مخرب قابل تشخیص نیست.






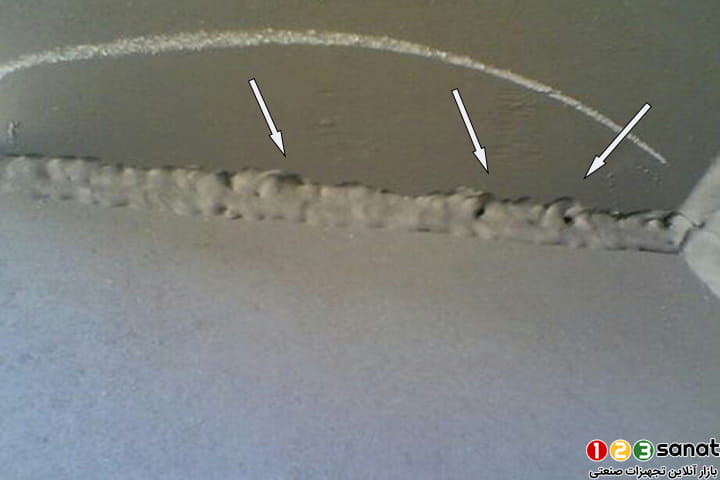





۷) فرونشستن Sagging
فرونشستن Sagging به ایرادی گفته می شود که فلز جوش در اثر نیروي جاذبه فرو می ریزد ، طبق موارد مختلف می تواند به صورت هاي زیر روی دهد .
- فرو نشستن حالت افقی
- فرو نشستن حالت تخت یا سقفی
- فرونشستن در گوشه جوش
- فرو نشستن(ذوب) در لبه جوش
در حقیقت ایراد فرونشستن Sagging ترکیب دو ایراد سرفتگی و پرنشدگی در جوش است.

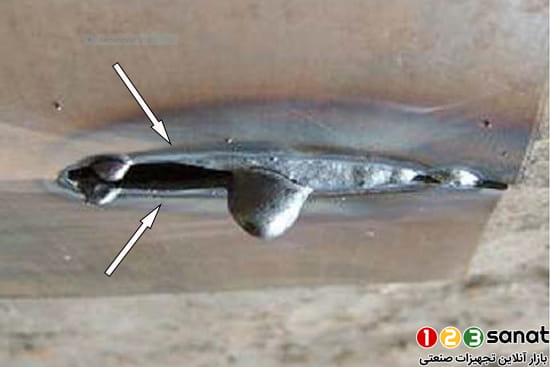
۸) سوختگی ریشه Burn-Through
سوختگی ریشه Burn-Through به ایرادی گفته می شود که در اثر فرو ریزی حوضچه جوش ، یک حفره در جوش تشکیل می شود و جای خالی آن کاملاً در ریشه جوش قابل مشاهده است .
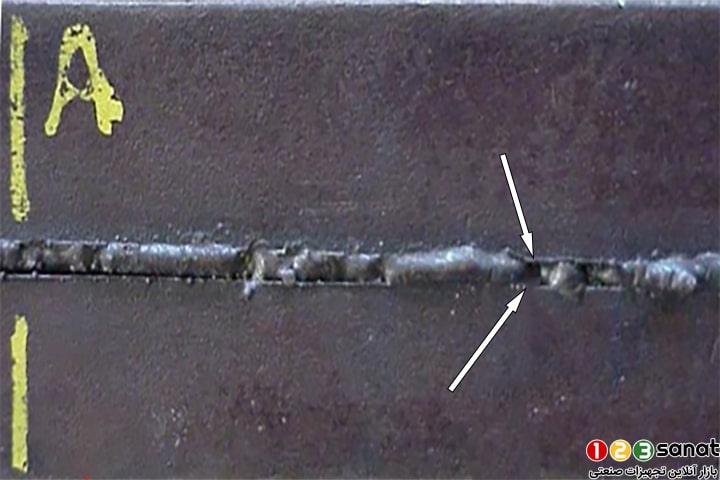
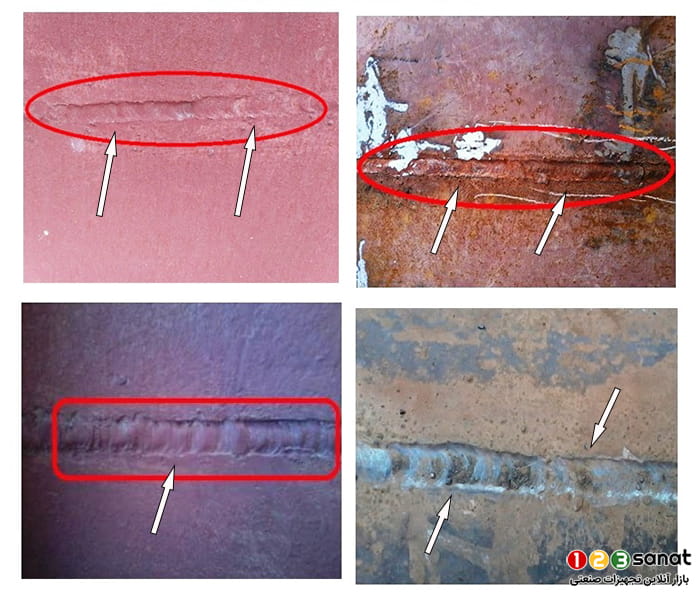
۹) شیارهای ناقص پر شده Incompletely Filled Groove
شیارهای ناقص پر شده Incompletely Filled Groove ، به ایرادی گفته می شود که در خط جوش های پیوسته یا منقطع در سطح یک جوش به واسطه نرسیدن ماده پر کننده جوش به وجود آمده است.
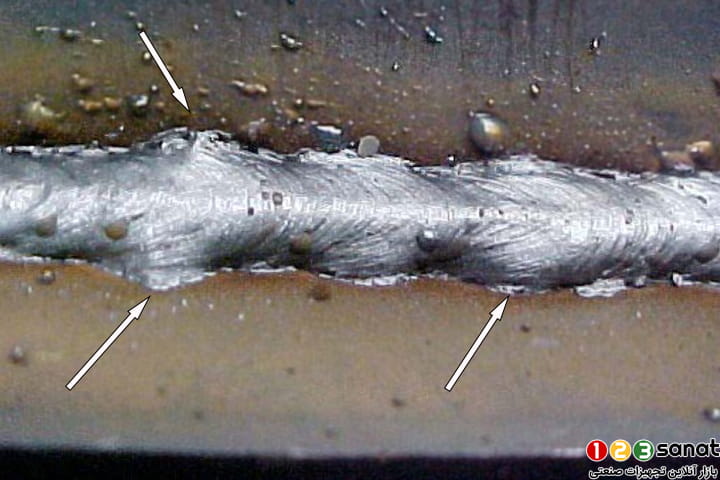
۱۰) عرض نامنظم Irregular Width
عرض نامنظم Irregular Width ، به ایرادی گفته می شود که در طول خط جوش شاهد تغییر بیش از اندازه در عرض جوش باشیم .








حد پذیرش عیوب در جوش
در این مقاله تقریباً انواع عیوب جوش که ممکن است به هنگام جوشکاری به وجود آید آشنــا شدیم و آنها را مورد بررسی قرار دادیم اما چیزی که به آن اشاره نشد این است که این عیوب تا چه حدی قابل قبول هستند به عبارت دیگر یک سازه جوشی با دارا بودن چه میزانی از این عیوب هنوز می تواند قابل اطمینان باشد و از خطرات جبران ناپذیر مانند شکست در سازه های جوشی جلوگیری شود.
پاسخ شما به این سوال چیست ؟! طبیعی است که هرچه سازه جوشی ما از نظر حساسیت بالاتر باشد باید احتیاط بیشتری را برای بررسی سلامت جوش در نظر بگیریم به عبارت دیگر حساسیت یک منبع آب که قرار است با جوشکاری ساخته شود و در بالای پشت بام قرار بگیــرد با حساسیت یک مخزن تحت فشار که قرار است در یک نیروگاه نصب شود ، اصلاً و ابداً مشابه نیست .
برای همین منظور جوش ها را به لحاظ کیفیت به کلاس های مختلف تقسیم بندی می کنند سه کلاس رایج ، در جوشکاری کلاس DوCوB است.
کلاس B حساس ترین کلاس در طراحی سازه های جوش است بطوریکه که اکثر عیوب جوشی که در بالا نام برده شد در این کلاس قابل پذیرش نیستند و کلاس D در جوشکاری به لحاظ بازرسی جوش ساده ترین کلاس در قبول سلامت جوش است و برخی از عیوبی که در بالاتر به آن اشاره شد اگر در سازه ی جوشی با کلاس D وجود داشته باشد ، سلامت جوش را به خطر نمی اندازند.
برای همین منظور سازهی جوشی که قرار است طراحی و ساخته شود و سپس بازرسی شود ، سازنده آن ملزومات طراحی و ساخت آن را با کلاس مورد نظر فراهم می کند و بر همین اساس سازه ساخته می شود سپس مورد بازرسی قرار میگیرد.
طبیعی است که هر چه سازه جوشی در سطح کیفی بالاتری تولید شود هزینه ساخت آن بالاتر می رود و در اینجاست که وظیفه یک مهندس با تجربه و خبره جوش دارای اهمیت می شود ، او میتواند با در نظر گرفتن شرایط کاری سازه جوش و هزینه ساخت آن یک توازن معقولانه بین قیمت و کیفیت سازه جوش تعیین کند که هم سازه دارای کارایی مورد نظر باشد و هم قیمت سازه معقولانه باشد .
حد پذیرش پذیرش عیوب جوش بر اساس استاندارد ISO5817 با ترجمه فارسی برای شما تهیه شده است که به رایگــان می توانید از لینک زیر آن را دانلود کنید و از آن استفاده کنید .

این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

خیلی خوب بود ممنون
کامل و جامع بود سپاس گذارم
سپاس گزارم دوست عزیز
فوق العاااااااااااااااده بود ، جامع و کامل