۵ راه برای کنترل اعوجاج جوش
مسائل پیرامون کنترل اعوجاج جوش و انواع اعوجاج
همانطور که در مقاله قبلی { اعوجاج جوش و راه های پیشگیری } مطالبی در مورد کاهش اعوجاج گفتــه شد ، در مقاله بیشتر توجه مان را به راه های کنترل اعوجاج در سازه های جوشی متمرکز می کنیم.
اعوجاج ناشی از جوشکاری یک مشکل اساسی استفاده از جوشکاری برای ساخت قطعات است ، اما مهندسین همواره در تلاش انـد که با انتخاب پارامترهای بهینه ، اعوجاج جوشی را تا حد ممکن کاهش بدهند.
بطور کلی دو شکل از اعوجاج در سازه های جوشی متــداول تر است .
۱) اعوجاج داخل صفحه ایی
۲) اعوجاج خارج از صفحه ایی
اعوجاج داخل صفحه ایی : اعوجاج داخل صفحه ایی نتیجه انقباض در کل ابعاد ورق است که موجب ابعاد نهایی غلط جوش می شوند . لذا بدین منظور و برای جلوگیری از آن سایز قطعه اولیـــه را بزرگتــر در نظر می گیرند.
اعوجاج خارج از صفحه ایی : اعوجاج خارج از صفحه ایی ناشی از کمانش و تغییر شکل زاویه ایی است.
کنترل اعوجاج جوش باید حین جوشکـاری انجام شود ، اگر کنترل انجام شده درست باشد اعوجاج نهایی کاهش خواهد یافت از طرف دیگر کنترل نامناسب ممکن است باعث اعوجاج بیشتر بشود ، در ادامه تکنیک ها و روش های عملی برای کاهش اعوجاج را مورد بررسی قرار می گیرد .
راههای عملی برای کنترل اعوجاج در جوشکاری
۱) ملاحظات طراحی
الف) حدود ابعاد : حدود ابعاد سازه یک مقدار بهیـنه دارد که در آن اعوجاج مینیمم است ، برای مثال در ورق های بین ضخامت ۸ تا ۱۰ میلیمتر جوشکاری شده اعوجاج حداکثر است چرا که با افزایش ضخامت صلبیت افزایش یافته و اعواج کمتر می گردد و با کاهش ضخامت از این مقدار به علت انتقال حرارت یکنواخت تر در قطعه شاهد اعوجاج کمتــری هستیم.
ب) شکل : شکل سازه اهمیتی فوق العاده کنترل در اعوجاج دارد و هر شکل سازهی جوشی متقارن تر باشد ، در آن اعوجاج کمتری مشاهد می شود.
۲) مونتـاژ سازه
الف) عدم انطباق اتصال : اگر طراحی نحوه مونتــاژ سازه خوب انجام نشود ، برای مونتاژ کردن مجبور هستیم از مقدار بیشتری از فلز جوش استفاده کنیم که نتیجه آن ایجاد اعوجاج بیشتر است.
ب) پیش تنظیمی : پیش تنظیمی الاستیک را می توان به طور موثر جهت کاهش اعوجاج زاویــهایی ناشی از جوش گلویی در صورت امکان پیش بینی مقدار لازم برای ایجاد پیش خمش برای مقابله با اعوجاج ، استفاده نمود.
۳) گرمای ورودی
یکی از موثرترین متغیر ها در کنترل اعوجاج جوش ، گرمای ورودی جوش است .کاهش حرارت ورودی جوش باعث کاهش تمامی انواع اعوجاج ناشی از جوش می شود .گرمای جوش را می توان با استفاده از تکنیک های زیر کاهش داد.
الف) کاهش اندازه جوش گلویی : این بدین معنی است که از جوشکاری بیش از حد اجتناب شود . وقتی ضخامت ماده کاهش می یابد اعوجاج ناشی از جوش افزایش مییابد.
ب) جوشکاری با سرعت بالا : جوشکاری با سرعت بالا گسترش حرارت قبل از انجماد فلز جوش را کاهش می دهد ، از این رو موجب کاهش انقباض عرضی در جوشکاری لب به لب می گردد.
ج) جوشکاری با انرژی جوش کم : جوشکاری با حرارت ورودی پائین یکی از راه های موثر کنترل اعوجاج جوش در اثر کمانش است و بر همین اساس روش هایی مانند جوشکاری پلاسما و لیزر توسعه یافته اند.
د) جوشکاری منقطع : در جوشکاری منقطع چون رسوب کلی فلز جوش تا حد زیادی کاهش می یابد ، در نتیجه حرارت ورودی به کل جوش کاهش می یابد و در نهایت سبب کاهش اعوجاج جوشی می شود.
۴) تغییر الگوی حرارتی
الف) گرم کردن جانبی : توزیع دمایی غیریکنواخت بر اثر حرارت ناشی از جوشکاری ، تنش های حرارتی گذرای پیچیده را در قطعات جوش خورده ایجاد می کند که باعث پیچش در قطعات می شود مگر آنکه قطعات قبل از جوشکــاری به صورت مطمئنی کنار هم نگه داشته شوند.
یکی از راه های نگه داشتن قطعات در کنار هم استفاده از خال جوش است اما ، حین جوشکاری درزهای طولانی ، در جوش ها تنش های بزرگی ایجاد می شوند که اگر فقط به استفاده از خال جوش برای کنار هم قرار گرفتن قطعات اکتفـا کنیم ، در حین جوشکاری امکان شکستن خال جوش ها وجود دارد.
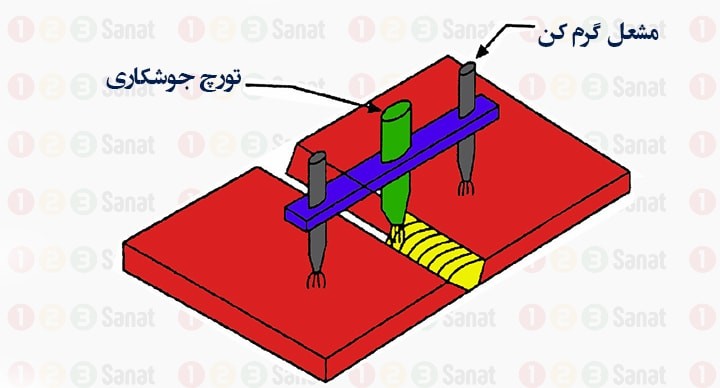
از این پدیده می توان با تغییر مناسب الگوی حرارتی اجتناب کرد. این مهم با وارد کردن گرمای جانبی در خلال جوشکاری محقق می گردد. با این روش تنش های حرارتی اضافی به وجود می آید که می تواند با آنهایی که از جوش حاصل می شوند مقابله نمایند.
این تکنیک به کاهش بازشدگی مواضع انتهایی ورق با تغییر الگوی حرارتی قطعات جوش حین جوشکاری کمک می کند. دو مشعل حرارتی روی یک قاب همراه با سر جوشکاری نصب شده اند که این امکان را می دهد که سیستم حرارت دهی جانبی همراه قوس جوشکاری حرکت نماید. موقعیت مشعل های حرارتی جانبی نسبت به سر جوشکاری دارد می تواند در ۳ جهت xyz تنظیم شود تا رویه اجرای حرارت دهی جانبی کنترل شود. این سیستم میتواند به جلوگیری از ایجاد پیچیدگی در حین جوشکاری کمک کند.
۵) توالی جوشکــاری
توالی جوشکاری نقش بسیار مهمی در کنترل اعوجاج جوش بازی می کند. با ثابت نگهداشتن متغیرهای دیگرهای دیگر ، الگوی ضعیف یک توالی جوشکاری میتواند منجر به ایجاد اعوجاج های جوشی بشود . این مسئله آنقدر دارای اهمیت است که تحقیقات گستردهایی بر روی آن توسط محققان انجام شده است که نتایج آن ، ترتیب جوشکاری قطعات مختلف در سازه های چند پارچه جوشکاری مشخص می کند.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.