۰ تا ۱۰۰ تست خمش و کاربرد آن در جوش

۰ تا ۱۰۰ تست خمش و کاربرد آن در جوش
تست خمش یا به انگلیسی Bend Testing، یکی از انواع تستهای مکانیکی است که برای بررسی مقدار شکلپذیری (Ductility) مواد به کار میرود.
تست خمش برای طیف گستردهایی از مواد مانند: پلاستیکها، پلیمر تقویتشده با الیاف (FRP)، فلزات و مواد سرامیکی مورد استفاده قرار میگیرد.
تست خمش میتواند به صورت تک نقطه (One Point Bending Test) ، سه نقطه (Three Point Bending Test) و چهار نقطه (Four Point Bending Test) انجام شود که از این بین تست خمش سه نقطه و چهار نقطه فراگیرتر میباشند.
در تست خمش استاندارد سه نقطه و چهار نقطه، نمونههای استاندارد که میتوانند سطح مقطع گرد و مستطیل داشته باشند در مرکز فیکسچر دستگاه قرار میگیرند. تکیهگاههای ثابت دستگاه که دارای یاتاقانهای غلطشی از نوع بلبرینگ یا رولبرینگ هستند در فاصله معینی بهموازات یکدیگر قرارگرفتهاند.
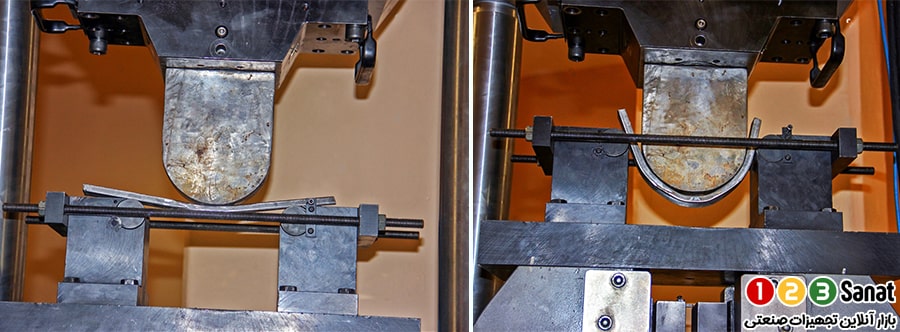
هدر دستگاه تست خمش که بهآرامی و با سرعت ثابت به سمت پایین حرکت میکند، نمونه را با تحت بارگذاری قرار میدهد تا زمانی که نمونه بشکند یا به تغییر شکل تعیین شده قبلی برسد سپس حداکثر بار وارد شده در آزمایش خمش به عنوان استحکام خمشی (Bend Strength) ثبت میشود.
در طول آزمایش، مقادیر نیروی خمشی و تغییر شکل ثبت میشود. سپس دادههای بهدست آمده از کل طول فرآیند آزمایش به صورت نمودار رسم خواهد شد که نمودار منحنی تنش-کرنش را نشان خواهد داد.
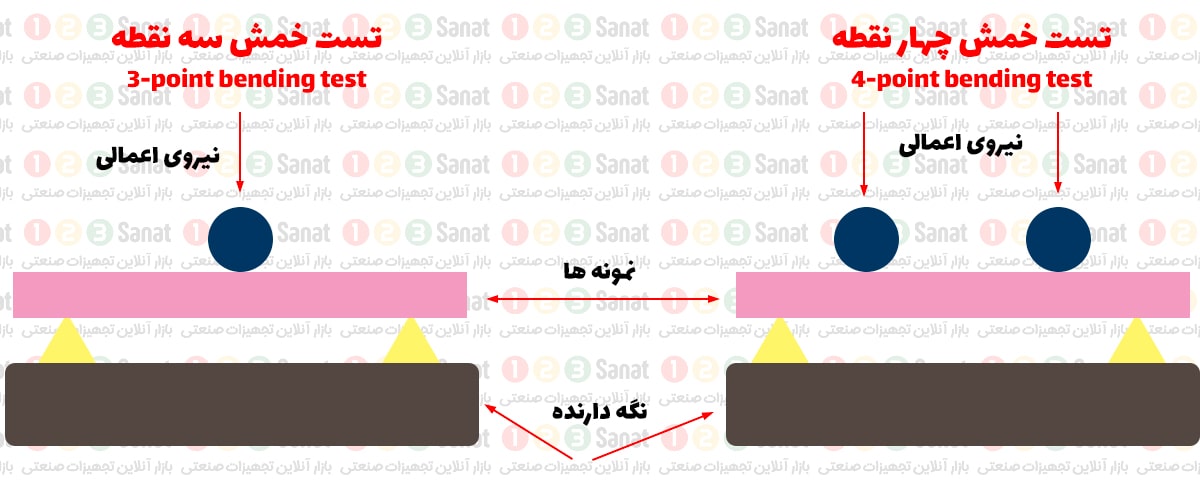
در شکل فوق شماتیک انجام تست خمش استاندارد سه نقطه و چهار نقطه را مشاهده میکنید. تست خمش سه نقطه شناختهشدهترین نوع تست خمش است اما با این حال در انجام این تست سبب به وجود آمدن نیروی عرضی میشود که صحت نتایج را ممکن است تحت تأثیر قرار بدهد لذا بر ای غلبه بر این مشکل تست خمش چهار نقطه توسعه پیدا کرده است.
بررسی انجام تست خمش در جوش
انجام تست خمش در جوش به منظور ارزیابی میزان شکلپذیری جوش ایجاد شده انجام میشود. اگر انجام جوشکاری سبب بالا رفتن تردی در ماده شود خطر ایجاد شکست سازههای جوشی ناشی از ترد بود جوش به شدت بالا میرود که میتواند بسیار خطرناک باشد. در کدها و استانداردهای جوشکاری در مورد تست خمش در جوش توضیح داده شده است و اشاره شده است که برای تائید دستورالعمل جوشکاری WPS، در برخی از مواد انجام تست خمش ضروری است.
در این مقاله بر طبق کد ASME IX، الزامات انجام آزمون خمش برای تائید WPS جوشکاری شرح داده میشود. یکی از مهمترین جنبههای واجد شرایط بودن WPS، تائید کوپن تست PQR است. کاربر کد باید به جوشکاری که میخواهد کوپن تست PQR را جوشکاری کند جزئیات شفاهی و کتبی ارائه دهد تا آزمایش PQR مطابق با کد ASME IX، انجام شود.
واضح است که انجام جوشکاری نمونه کوپن باید مطابق با شرایط ارائه شده در دستور العمل جوشکاری باشد و انتخاب فرم کوپن آزمایشی به صلاحدید کاربر کد است، مشروط بر اینکه همه متغیرهای ضروری جوشکاری و سایر الزامات کد رعایت شوند.
در بخش QW-451 اعلام شده است که نوع و تعداد نمونههای آزمایشی باید برای واجد شرایط بودن آزمایش باید کافی باشد در غیر این وجه آزمایش باید دوباره تکرار شود. لذا بر طبق همین بخش تست کوپنهای آزمایش PQR جوش داده شده شیاری (Groove Welded) همیشه به چهار نمونه تست خمشی نیاز دارند. انتخاب تست خمش بین خمش کناری (Side Bends) و خمش وجه و ریشه ( Face and Root Bends) است.
در بخش QW-451.1 اعلام شده است اگر ضخامت نمونههای آزمایشی Ts کمتر از 3/8 اینچ (10 میلیمتر) باشند. تست خمش وجه و ریشه (Face and Root Bend Test) انجام میشود. زمانی که کوپن تست 3/4 اینچ (19 میلیمتر) و ضخیمتر باشد، به آزمایشهای خمیدگی جانبی (Side Bend Tests) نیاز دارد.
نوع تست خمش زمانی که ضخامت کوپن تست 3/8 اینچ (10 میلیمتر) باشد، اما شامل 3/4 اینچ (19 میلیمتر) نباشد، اختیاری است و به نظر مهندس جوش بستگی دارد.
آمادهسازی نمونهها برای انجام تست خمش در جوش
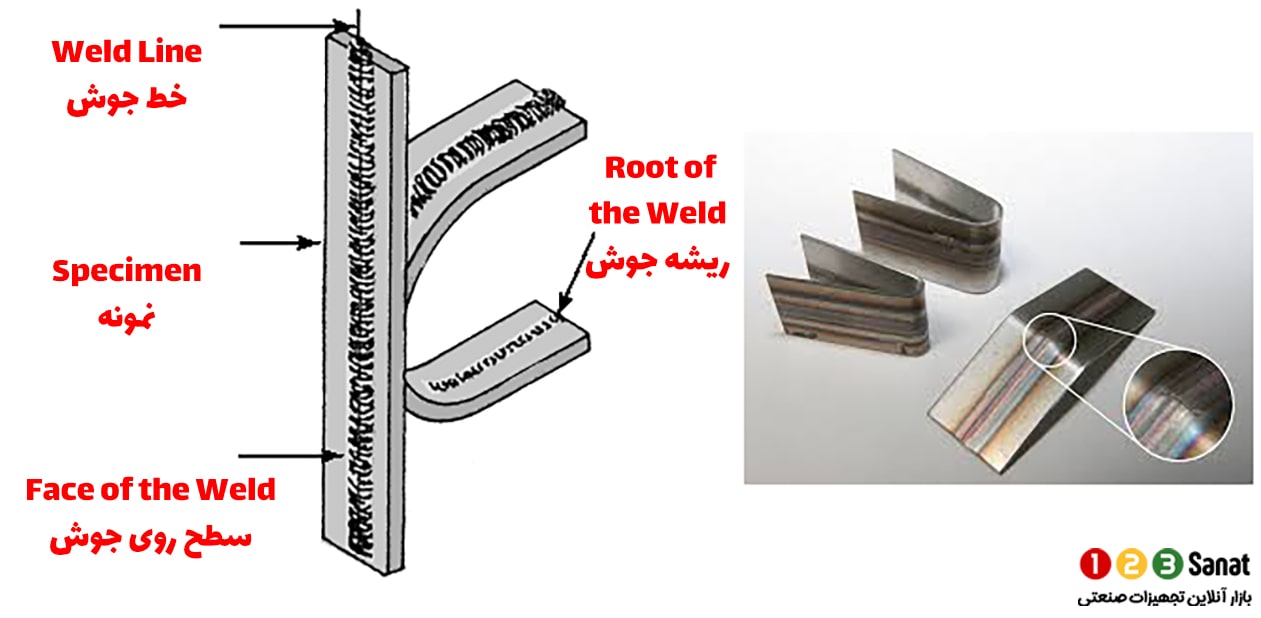
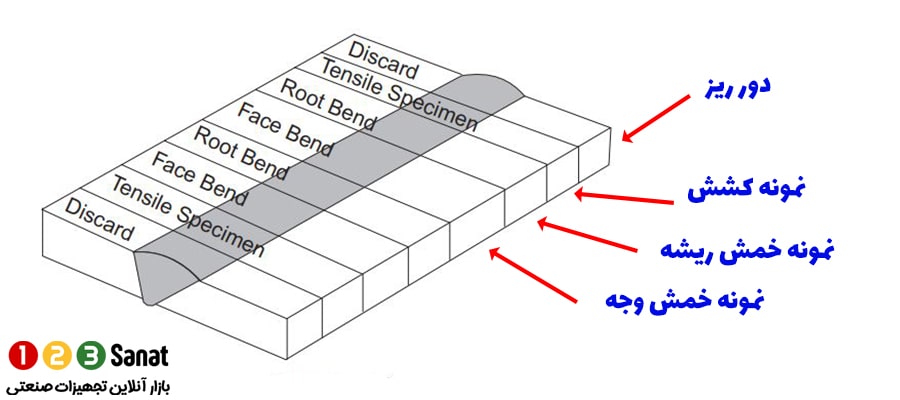
بخش QW-160، اطلاعات انجام تست خمش را ارائه داده است. اطلاعات مربوط به نمونهها و شکل آنها در بخش QW-161 آمده است. نمونههای آزمایش خمش با برش صفحه یا لولهی نمونه آزمایش برای ایجاد نمونههایی با سطح مقطع تقریباً مستطیلی آماده میشوند. شکل محل نمونهبرداری، نمونهها در تصویر زیر قابل مشاهده است که عرض نمونه کوپن تست خمش وجه عریضتر از بقیه است. نمونههای تست خمش شامل پنج نوع اصلی است که در بخش QW-161.1 تا QW-161.7 توضیحات آنها آورده شده است، شامل موارد زیر است. خم جانبی عرضی (Transverse Side Bend)، خم وجه عرضی (Transverse Face Bend)، خم ریشه عرضی (Transverse Root Bend)، خم عرضی وجه و ریشه کوچک (Subsize Transverse Face and Root Bends)، تست خمش طولی (Longitudinal-Bend Tests)، خم طولی وجه (Longitudinal Face Bend) و خم طولی ریشه (Longitudinal Root Bend).
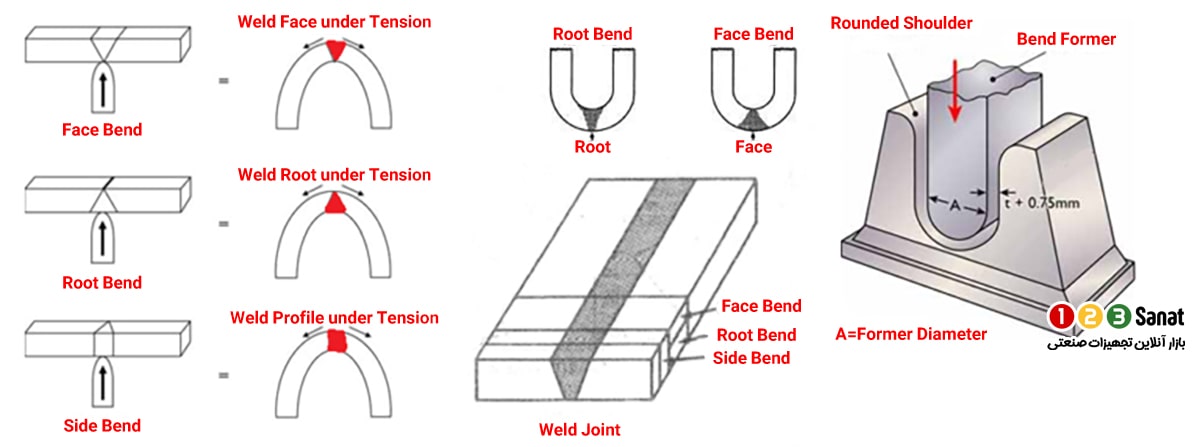
۱) خمش از سطح (وجه) جوش: در خمش از سطح جوش یا Face Bend، سمبه دستگاه تست خمش بر روی ریشه جوش قرار میگیرد تا سطح جوش در کشش قرار گیرد.
۲) خمش از ریشه جوش: در خمش از ریشه جوش Root Bend، سمبه دستگاه تست خمش بر روی سطح جوش قرار میگیرد تا ریشه جوش در کشش قرار گیرد.
۳) خمش سطح جانب: خمش سطح جانب یا Side Bend، سمبه دستگاه تست خمش بر روی سطح مقطع برش خورده جانبی قرار میگیرد.
۴) خمش طولی: خمش طولی یا Longitudinal Bend، حالت دیگری از آمادهسازی نمونهها برای انجام تست خمش در جوش میباشد که نمونهی جوشکاری شده به صورت طولی زیر دستگاه تست خمش قرار میگیرد اما با توجه به اینکه سطح یا ریشه جوش زیر سمبه قرار میگیرد در دو حالت الف) خمش از سطح جوش طولی Face Longitudinal ب) خمش از ریشه جوش طولی Root Longitudinal موجود میباشد.
در شکل زیر آمادهسازی نمونهها برای انجام تست خمش در جوش را مشاهده میکنید.
در استاندارد ASME IX، اطلاعات لازم برای تست خمش برای اتصالات جوشکاری آورده شده است و اشاره شده است که اندازههای عرضی و طولی نمونههای تست خمش جوش به ترتیب باید 38 در 150 میلیمتر باشد.
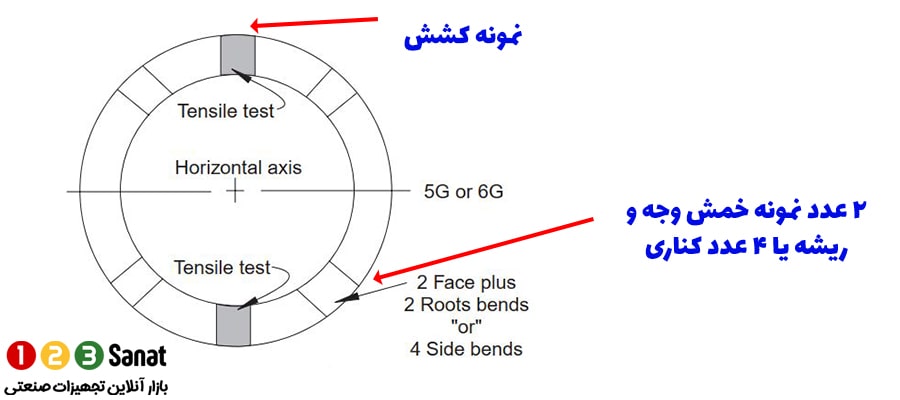
برای برداشتن تست کوپن آزمایش برای نمونههای لوله، مطابق شکل زیر نمونهها برای تست استخراج میشوند. جوشکاری لوله برای استفاده در نمونه تست کوپن باید در وضعیت جوشکاری 5G یا 6G باشد.
معیارهای پذیرش آزمون خمش در جوش
بخش QW-163، معیارهای پذیرش آزمون خمش (Acceptance Criteria Bend Tests) را اعلام کرده است.
ناحیه جوش و ناحیه متأثر از حرارت جوش (HAZ)، نمونه خمشی عرضی باید پس از آزمایش کاملاً در قسمت خم شده نمونه قرار گیرد.
نمونههای خم شده نباید در ناحیه متأثر از حرارت جوش (HAZ)، بزرگتر از 1/8 اینچ (3 میلیمتر) ناپیوستگی باز داشته باشند که در هر جهت روی سطح محدب نمونه پس از خمش اندازهگیری میشود.
ناپیوستگیهای باز که در گوشههای نمونه در طول آزمایش رخ میدهند، در نظر گرفته نمیشوند مگر اینکه شواهد قطعی وجود داشته باشد که این ناپیوستگیها ناشی از عیوبی مانند: ذوب ناقص (LOF)، وجود آخال (Slag Inclusions) یا سایر ناپیوستگیهای داخلی است.
برای روکش فلزی جوش مقاوم در برابر خوردگی، هیچ ناپیوستگی باز بیش از 1/16 اینچ (1.5 میلیمتر)، اندازهگیری شده در هر جهت، در روکش مجاز نیست، و هیچ ناپیوستگی باز بیش از 1/8 اینچ (3 میلیمتر) مجاز نیست. در امتداد رابط تقریبی جوش مجاز است.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.