صفر تا ۱۰۰ لحیم کاری (نرم و سخت)

آشنایی با لحیم کاری
لحیم کاری به فرآیندی گفته می شود که در آن دو یا چند جسم معمولاً فلزی با ذوب کردن و قراردادن یک فلز پرکننده (لحیم) به هم متصل میشوند. در این فرآِیند فلز لحیم نقطه ذوب پایینتری از دو جسم دیگر دارد.(ویکی پدیا)
در فرآیند لحیم کاری، ماده پر کننده بر اساس خاصیت مویینگی بین سطوح محل اتصال پخش می شود. در خصوص تعریف خاصیت مویینگی باید گفت که این پدیده سبب می شود به علت بیشتر بودن نیروی چسبندگی سیال-جداره نسبت به نیروی بین مولکولی سیال ، ماده پر کننده درز محل اتصال را پر نماید.
فرآیند لحیم کاری به دو نوع طبقه بندی می شود :
۱) لحیم کاری نرم ، لحیم کاری نرم یا به انگلیسی (Soldering)، نوعی فرآیند لحیم کاری است که در آن نقطه ذوب ماده پرکننده کمتر از ۴۲۷C° می باشد.
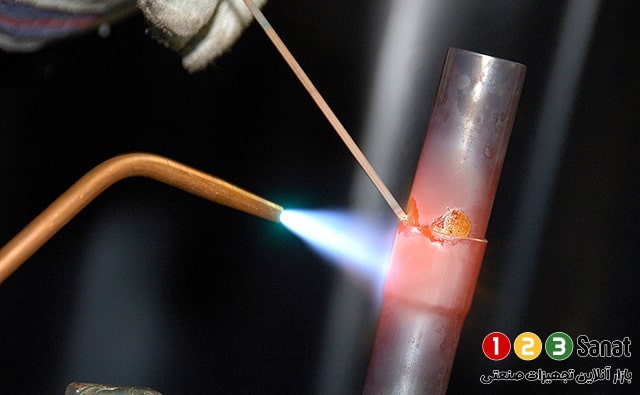
۲) لحیم کاری سخت ، لحیم کاری سخت یا به انگلیسی (Brazing)، نوعی فرآیند لحیم کاری است که در آن نقطه ذوب ماده پرکننده بیشتر از ۴۲۷C° بوده اما از نقطه ذوب فلز مبنا باید کمتر می باشد.
تفاوت بین لحیم کاری و جوشکاری
۱- در لحیم کاری سطوح اتصال ذوب نشده و توسط انجماد و چسبندگی لایه بسیار نازک مذاب ماده پرکننده به وجود می آید در حالی که در جوشکاری این سطوح ذوب می شوند.
۲- در لحیم کاری عمل آمیختن و لحیم شدن توسط خاصیت مویینگی بین سطح تماس اتصال و سرتاسر محل اتصال انجام می گیرد در صورتی که در جوشکاری ایم عمل توسط منجمد شدن مذاب فلز پرکننده در بین سطوح تماس موضعی اتصال که فقط ذوب شده انجام می گیرد. به همین دلیل است که شکل گرده جوش به صورت موجی بوده در حالی که شکل گرده لحیم این گونه نیست و تقریبأ صاف می باشد.
٣- اختلاف بسیار عمده بین لحیم کاری و جوشکاری، پدیده نفود می باشد که در جوشکاری نفوذ عناصر بین فلز جوش و فلز مبنا انجام می گیرد، در حالی که در لحیم کاری نفوذ انجام نگرفته بلکه چسبندگی با فلز مبنا وجود دارد.

۳ نکته مهم قبل از انجام لحیم کاری
۱) باید سطوح تماس عاری از اکسید، روغن، گریس و ….. باشد.
۲) مواد پر کننده که دارای نقطه ذوب کمتر از فلز مبنا می باشند باید سطوح فلز مبنا را تر (Wetting) کنند و توسط خاصیت مویینگی به سرتاسر اتصال پخش شوند و در محل اتصال منجمد شده و اتصال را تکمیل کنند. لذا انتخاب درست مواد پر کننده بسیار اهمیت دارد.
۳) برای حفاظت مذاب ماده پرکننده از فلاکس استفاده می شود که درجه حرارت ذوب فلاکس کمتر از درجه حرارت ذوب ماده پرکننده است و هم چنین فلاکس به سطوح تماس اتصال آغشته می شود تا سطوح عاری از اکسید شده و تمیز شود.
نحوه انجام لحیم کاری
طرز انجام گرفتن عمليات لحیم کاری طی مراحل زیر می باشد:
۱) سطوح لحیم کاری قبل از انجام عملیات تمیز می شوند. این تمیز و کردن هم می تواند به صورت مکانیکی مانند استفاده از برس سیمی و … انجام شود و هم می تواند با مواد شیمیایی مناسب این تمیز کاری را قبل از انجام عمليات انجام شود.
۲) از فلاکس روی هر دو سطوح فلز مبنا و فلز پرکننده استفاده می شود.
۳) محل های اتصال قطعات کنار هم قرار داده می شوند.
۴) گرمادهی به محل اتصال انجام می شود تا ماده پر کننده ذوب شود و درز را پر کند.
۵) تا سرد شدن کامل لحیم منتظر می مانیم.
۶) برداشتن و تمیز کردن فلاکس باقی مانده از روی اتصال انجام می شود.
چه فلزاتی را می توان با لحیم کاری به هم متصل کرد ؟!
۱- آلومینیوم و آلیاژهای آن
برای اینکه در مورد آلومینیوم و آلیاژهای آن ، اطلاعات بیشتری کسب کنید مقاله جوشکاری آلومینیوم را مطالعه کنید. لحیم کاری آلیاژهای آلومینیوم با درصد بالای منیزیم خیلی مشکل هستند، زیرا میزان آغشتگی توسط فلز پرکننده کم بوده و از طرفی دارای نفوذ زیاد می باشند.
۲- منیزیم و آلیاژهای آن
منیزیم و آلیاژهای آن را با استفاده از فلز پرکننده مناسب می توان توسط لحیم کاری به هم متصل کرد.
۳- بریلیم
بریلیم های لحیم کاری شده برای برای تجهیزات نظامی، راکتورهای هسته ای و هواپیما کاربرد دارند.
۴- مس
قبل از اینکه در مورد لحیم کاری مس صحبت کنیم باید در اینجا به صورت خلاصه در مورد انواع مس ها با کاربرد صنعتی صحبت کنیم.
یکی از طبقه بندیمس ها با کاربرد صنعتی برحسب مقدار اکسیژن و ناخالصیهای آن است که بر همین اساس در بازار ۳ نوع مس که به شرح زیر هستند داریم:
۱) مس الکترولیتی تصفیهشده : این نوع مس دارای حداقل ۹۹/۸٪ Cu و بین ۰/۰۲٪ تا ۰/۰۵٪ اکسیژن می باشند که عمده مصرف این مس برای تولید انواع سیم و مفتول های مسی است. لحیم کاری این نوع مس به خوبی انجام نمی شود و ایجاد لحیم با کیفیت بسیار دشوار است.
۲) مس بدون اکسیژن : این نوع مس دارای مقدار ناچیزی از اکسیژن است و لحیم کاری این نوع مس کیفیت قابل قبولی دارد.
۳) مس اکسیژن زدایی شده با فسفر : این نوع مس دارای مقدار ناچیزی از اکسیژن است و باقی اکسیژن باقیمانده به پنتا اکسید فسفر (P2O5) تبدیل شده است و لحیم کاری این نوع مس کیفیت قابل قبولی دارد.
۵- فولادهای کم کربن و کم آلیاژ
لحیم کاری فولادهای کم کربن به راحتی انجام می شوند اما لحیم کاری فولادهای کم آلیاژ کمی چالش برانگیز است که می توان لحیم کاری را با درجه حرارتی زیر درجه حرارت بحرانی و به صورت آهسته سرد کردن انجام داد.
۶- فولادهای زنگ نزن و مقاوم به حرارت
لحیم کاری فولادهای کم کربن نسبتاً دشوار می باشد اما تحت شرایط کنترل شده و استفاده از فلز پرکننده های نیکلی می توان فولادهای زنگ نزن خیلی کم کربن را لحیم کاری نمود.
۷- چدن گرافیکی
لحیم کاری چدن های چکش خوار و داکتیلی نسبتاً دشوار می باشد اما تحت شرایط کنترل شده و استفاده از فلز پرکننده های نقره ای می توان چدن های چکش خوار و داکتیلی را لحیم کاری نمود. برای مطالعه انواع چدن ها مقاله جوشکاری چدن را مطالعه بفرمایید.


ویژگی فیلرها یا پر کننده های مورد استفاده در لحیم کاری
فیلرها یا پر کننده های مورد استفاده در لحیم کاری باید دارای شرایط زیر باشد:
۱) قابلیت ترکنندگی فلزات مبنا را داشته باشد.
۲) نقطه ذوب مناسبی داشته باشد و درز اتصال را به صورت یکنواخت تر کند.
۳) خواص مکانیکی و استحکام قابل قبولی داشته باشد.
انواع فیلرها یا پر کننده های مورد استفاده در لحیم کاری
۱) فیلر آلومینیوم – سیلیسیم
فیلر آلومینیوم – سیلیسیم یا Al-Si ، قابلیت تر کنندگی و سیالیت خوبی دارد و از آن برای مصارف عمومی در جایی که مقاومت به خوردگی مطرح باشد استفاده می شود.
۲) فیلر طلا
شاید در نگاه اول عجیب به نظر برسد که از طلا می توان به عنوان فیلرها یا پر کننده در لحیم کاری استفاده کرد ، اما فیلر طلا یا Au در لحیم کاری فولادهای نیکلی (اینکونل) و فولادهای پایه کبالت برای مقاومت به خوردگی و جلوگیری از اکسیداسیون استفاده می شود.
۳) فیلر نیکل
فیلر نیکل یا Ni به علت داشتن نقطه ذوب بالا برای لحیم کاری آلیاژ هایی که در دمای بالا مورد استفاده قرار می گیرند مورد استفاده قرار می گیرند. معمولاً از این نوع فیلر برای کاربردهایی با محدوده دمایی ۸۰۰ تا ۱۲۰۰ سانتی گراد استفاده می شوند. از فیلر نیکل برای لحیم کاری فولاد زنگ نزن آستنیتی و فولادهای نیکلی (اینکونل) و فولادهای پایه کبالت استفاده می شود.
۴) فیلر نقره
استفاده از فیلر نقره یا Ag در لحیم کاری بیشتر فلزات آهنی و غیر آهنی به جز آلومینیوم و منیزیم کاربرد دارند. فیلر نقره خاصیت موئینگی مناسبی دارند و برای لحیم کاری صفحات الکترونیکی ، دستگاه های مواد غذایی و مقاطع نازک فولاد زنگ نزن کاربرد دارد.
اهمیت استفاده از فلاکس در لحیم کاری
در فرآیند لحیم کاری ، سطح اکسید شده فلز مبنا باعث جلوگیری از آغشتگی در لحیم کاری کاری شده و سبب ایجاد لحیم نامرغوب می شود. بنابراین از فلاکس ها استفاده می شود تا باعث تجزیه شدن اکسید شده و آن را از سطح فلز مبنا بر دارد. فلاکس ها همچنین موئینگی فلز پرکننده را افزایش می دهد و سبب ایجاد لیحم با کیفیت بیشتر خواهند شد.
فلاکس درست است یا بوراکس؟
توضیح داده شد که در لحیم کاری ضروری است که برای برداشتن سطح اکسید شده و بهبود خاصیت موئینگی از فلاکس استفاده شود. اما ممکن است در بین برخی افراد قدیمی تر نام فلاکس لحیم کاری را با نام بوراکس بشناسند اما صحیح نیست.
بوراکس یا Borax نوع قدیمی فلاکس لحیم کاری می باشد که امروز از آن به ندرت استفاده می شود و فلاکس های جدیدتر جای آن را گرفته اند.
بد نیست بدانید که بوراکس یا بوره مصنوعی نخستین بار توسط ایرانیان ساخته شد و تِنکار نام داشت. این واژه هنوز در زبانهای اروپایی به صورت tincal استفاده میشود. از تنکار ایرانیان برای اتصال دادن طلا و نقره و مس و برنج و امثال آن استفاده می کردنند. (منبع ویکی پدیا)
برداشتن فلاکس
حذف کردن باقیمانده فلاکس ها پس از لحیم کاری از محل اتصال امری ضروری است زیرا ترکیباتی مانند فلورایدها می توانند منشأ خوردگی باشند. برداشتن فلاکس باقیمانده می توانند توسط روش های زیر از بین برود:
۱) شستشو محل لحیم کاری شده با آب گرم
۲) فرو بردن سریع محل لحیم کاری داغ شده در آب سرد
۳) غوطه ور کردن محل لحیم کاری شده در ترکیبات شیمیایی
۴) تمیز کردن توسط عملیات های مکانیکی مانند سنگ زدن
مزایای لحیم کاری
۱) برای اکثر فلزات غیر هم جنس کاربرد دارد.
۲) لوله های جدار نازک که با جوشکاری را نمی توان اتصال داد با لحیم کاری انجام می گیرد.
۳) خواص متالوژیکی فلز مبنا در لحیم کاری ثابت می ماند.
۴) احتمال ایجاد خوردگی چناچه که در جوشکاری فولاد زنگ نزن بالا است وجود ندارد.
محدودیت های لحیم کاری
۱) درگیر نمودن برای اینکه استحکام کافی را داشته باشد با خاصیت موئینگی مشکل است.
۲) فلاکس باقیمانده می تواند باعث خوردگی شود.
۳) اجرای لحیم کاری برای سازه های بزرگ مقرون به صرفه نیست.
به این مقاله چقدر امتیاز میدهید؟
Rating 3.16 from 276 votes
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.