۲ دلیل برای خشک کردن الکترود جوشکاری



خشک کردن الکترود های جوشکاری از نوع قلیایی اجباری می باشد امــا خشک کردن الکترود های جوشکاری از نوع رتیلی و سلولزی اجباری نیست بشرط اینکه این الکترود ها در محیط کاملاً خشک و به دور از رطوبت نگهداری شده باشند . [ انواع الکترود های جوشکاری را مطالعه کنید ] لذا بر طبق آنچه که در بالاتر گفته شد ۲ دلیل اساسی برای خشک کردن الکترود های جوشکاری به شرح زیر است .
۱) جلوگیری از به وجود آمدن ترک خوردگی ناشی از هیدروژن یا ترک سرد
۲) جلوگیری از به وجود آمدن عیب تخلخل که در اثر محبوس شدن هوا در داخل جوش به وجود می آید .
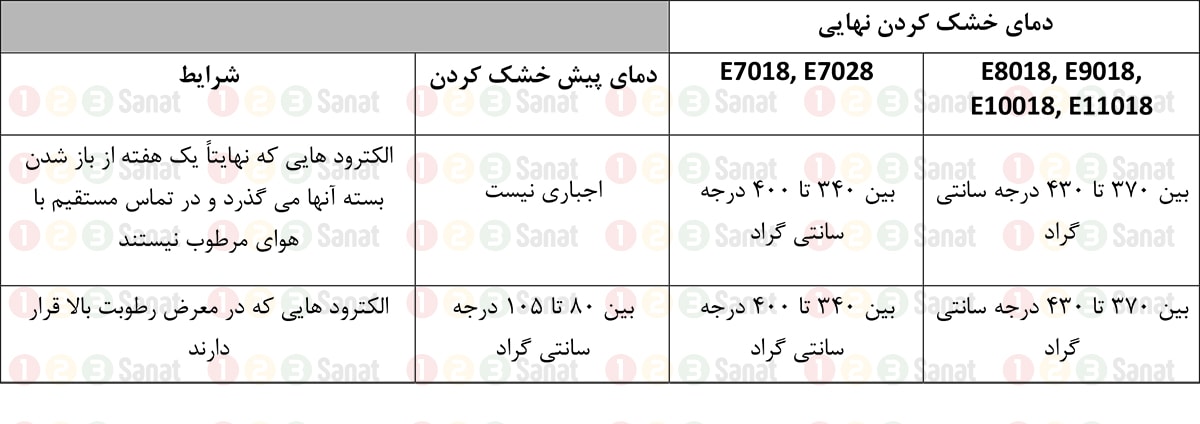
برای خشک کردن الکترود های جوشکاری طبق استاندارد AWS گفته شده مطابق جدول زیر الکترود ها در مدت زمان ۱ الی ۲ ساعت در دمای مشخص شده در کوره خشک کن قرار داده شوند .
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید
رضا رستمی

برای نوشتن دیدگاه باید وارد بشوید.