قطبیت مناسب برای الکترودهای ۶۰۱۰ ، ۶۰۱۳ ، ۷۰۱۸ و ۷۰۲۴
قطبیت مناسب برای الکترودهای ۶۰۱۰، ۶۰۱۳، ۷۰۱۸ و ۷۰۲۴
انتخاب صحیح قطبیت در جوشکاری با روش الکترود دستی تأثیر بسیاری بسزایی بر روی کیفیت و مقبولیت جوش ایجاد شده دارد. در مقاله « در جوشکاری جریان DCEN یا DCEP استفاده کنیم؟ » توضیح داده شده است که تفاوت انتخاب برای الکترودهای که قابلیت جوشکاری با هر دو قطبیت را دارد چیست؛ اما باید توجه داشت که برای برخی از الکترودها که قابلیت انجام جوشکاری با یک قطبیت مشخص فراهم است، انتخاب نادرست آن سبب ایجاد جوش معیوب خواهد شد.
در این مقاله به بررسی قطبیت مناسب برای الکترودهای ۶۰۱۰ ، ۶۰۱۳ ، ۷۰۱۸ و ۷۰۲۴ خواهیم پرداخت و در مورد سازگاری و عدم سازگاری جوشکاری جریان متناوب و همچنین با قطبیت مستقیم و معکوس نیز توضیح داده خواهد شد.
انتخاب نوع الکترود جوشکاری
مهمترین عوامل تأثیرگذار بر انتخاب نوع الکترود جوشکاری، جنس فلز پایه و کاربرد مورد انتظار از سازه جوشکاری شده میباشد. پر مصرفترین الکترودهای جوشکاری، الکترودهای ۶۰۱۰، ۶۰۱۳، ۷۰۱۸ و ۷۰۲۴ میباشند که برای جوشکاری فولادهای ساده کربنی و برخی از فولادهای کم آلیاژ مناسب میباشند.
بررسی قطبیت مستقیم (DCEN)، معکوس (DCEP) و متناوب (AC) در جوشکاری
در روش جوشکاری قوسی، جریان الکتریسته میتواند مستقیم یا متناوب باشد؛ جریان متناوب یا به انگلیسی Alternating Current که به صورت مختصر AC نوشته میشود جهت جریان در هر لحظه که کسری از ثانیه است جابجا میشود و در طرف مقابل جریان مستقیم یا به انگلیسی Direct Current که به صورت مختصر DC نوشته میشود و میتواند بر دو نوع قطبیت مستقیم یا DCSP که مخفف عبارت Direct Current Straight Polarity است و قطبیت معکوس DCRP که مخفف عبارت Direct Current Reverse Polarity است؛ میتواند برای جوشکاری مورد استفاده قرار بگیرد.
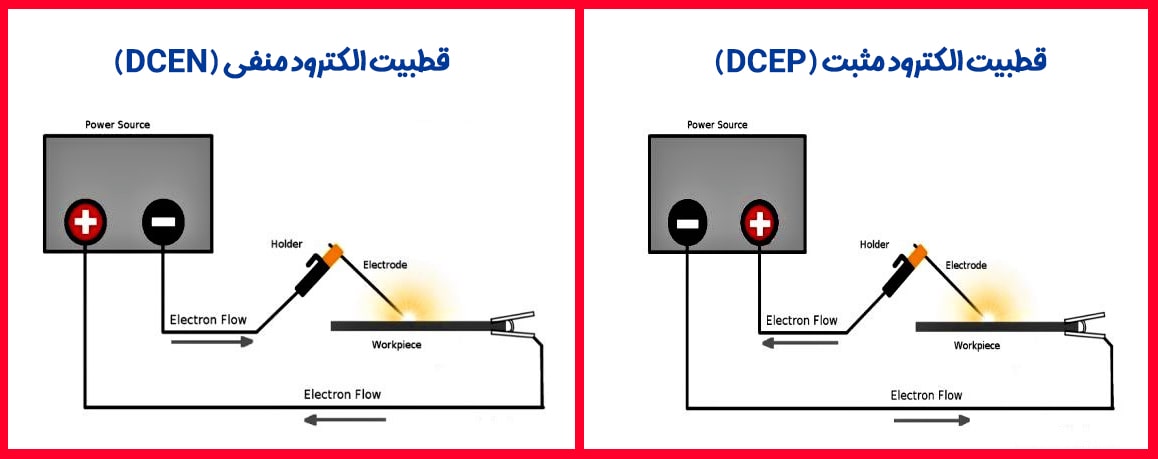
قطبیت مستقیم با نام قطبیت الکترود منفی یا DCEN که مخفف Direct Current Electrode Negative است نیز شناخته میشود و در طرف مقابل قطبیت معکوس با نام قطبیت الکترود مثبت یا DCEP که مخفف Direct Current Electrode Positive است نیز در برخی از مراجع بکار میرود.
اگر الکترود به قطبیت منفی متصل شود به آن قطبیت الکترود منفی (DCEN) یا DCSP گفته میشود در طرف مقابل اگر الکترود به قطبیت مثبت متصل شود به آن قطبیت الکترود مثبت (DCEP) یا DCRP گفته میشود. در طرف مقابل در ترانسفورماتورها که جوشکاری با جریان متناوب انجام میشود جهت جریان الکترونها به صورت متناوب عوض در کسری از ثانیه میشود.
برای جوشکاری قوسی از چه قطبی استفاده کنیم؟
انتخاب قطبیت جوش بستگی به نوع الکترود و نوع پوشش الکترود دارد. برخی از الکترودها قابلیت جوشکاری با دو جریان مستقیم و متناوب را دارند و علاوه بر این باز برخی از الکترودها فقط قابلیت جوشکاری با نوع مشخصی از جریان مستقیم را دارند. باز با این حال بیشتر الکترودهای جوشکاری قوسی دستی SMAW یا MMAW با قطبیت الکترود مثبت DCEP قابلیت جوشکاری دارند، اما برای همه الکترودها اینگونه نیست و برای از الکترودها توصیه شده است جوشکاری با قطبیت الکترود منفی (DCEN) انجام شود.
به طور کلی در جنس روپوشهایی که پتاسیم وجود دارد جوشکاری با قطبیت DCEP را تسهیل میکند و در روپوشهایی که سدیم وجود دارد جوشکاری با قطبیت DCEN با سهولت بیشتری انجام میشود.
در شکل زیر قطبیت مناسب برای الکترودهای ۶۰۱۰، ۶۰۱۳، ۷۰۱۸ و ۷۰۲۴ معرفی شده است. در ادامه توضیحات بیشتر نیز آورده شده است.

قطبیت برای الکترود E۶۰۱۰
الکترودهای جوشکاری E۶۰۱۰، فقط با قطبیت DCEP (الکترود مثبت) یا معکوس برای جوشکاری باید استفاده شوند. جوشکاری با AC یا DCEN منجر به قوس ناپایدار و ایجاد جوش ضعیف میشود. بنابراین، انتخاب قطبیت مناسب برای الکترود نوع E۶۰۱۰ بسیار مهم است.
قطبیت برای الکترود E۶۰۱۱
قطبیت برای الکترود E۶۰۱۱، طبق استاندارد میتواند با قطبیت AC (جریان متناوب) یا DCEP ( جریان مستقیم الکترود مثبت) استفاده انجام شود. پتاسیم موجود در پوشش استفاده از آن را با قطبیت DCEP آسان میکند. اما برای استفاده از الکترود E۶۰۱۱ نمیتوان از قطبیت DCEN (الکترود جریان مستقیم منفی) استفاده کرد.
قطبیت برای الکترود E۶۰۱۳
قطبیت برای الکترود E۶۰۱۳، هم میتواند متناوب و مستقیم الکترود مثبت (DCEP) و الکترود منفی (DCEN) باشد اما جریان مستقیم الکترود منفی برای جوشکاری مناسبتر است و علاوه بر پایداری قوس، جوشکار سهولیت بیشتری برای انجام جوشکاری دارد.
قطبیت برای الکترود E۷۰۱۸
قطبیت برای الکترود E۷۰۱۸، باید متناوب یا مستقیم الکترود مثبت (DCEP) باشد. لازم به ذکر است که قبل از استفاده از این الکترود، باید عملیات خشک کردن الکترود انجام شود.
قطبیت برای الکترود E۷۰۲۴
قطبیت برای الکترود E۷۰۲۴، هم میتواند متناوب و مستقیم الکترود مثبت (DCEP) و الکترود منفی (DCEN) باشد. همچنین برای استفاده از این الکترود، مشابه الکترود E۷۰۱۸ باید مطابق با کدها و استانداردهای جوشکاری عملیات خشک کردن الکترود انجام شود.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.