تفاوت قطبیت DCEN و DCEP در جوشکاری
نحوه ایجاد قوس الکتریکی در جوشکاری قوسی
در پاسخ به پرسش اینکه در جوشکاری جریان DCEN یا DCEP استفاده کنیم؟ باید ابتدا با جوشکاری قوسی آشنا بشویم و در ادامه بیشتر وارد جزئیات خواهیم شد.
جوشکاری قوسی یکی از فرآیند های جوشکاری ذوبی است که در آن از قوس الکتریکی برای تامین انرژی لازم در ذوب فلز پایه و الکترود استفاده می شود. در تمام فرآیندهای جوشکاری قوسی یک کابل از قطعه کار به یک طرف ترمینال منبع تغذیه و طرف دیگر ترمینال منبع تغذیه به الکترود متصل می شود.
با برقراری قوس الکترون ها از ترمینال منفی به سمت ترمینال مثبت حرکت می کنند. حال اگر الکترود به ترمینال منفی متصل باشد جهت حرکت الکترون از الکترود به قطعه کار است و بالعکس.
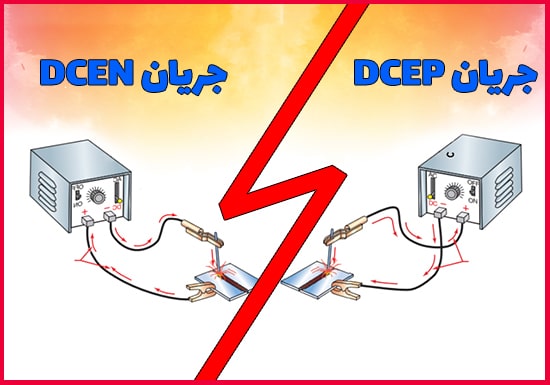
معرفی جریان مستقیم الکترود منفی DCEN در جوشکاری
جریان مستقیم الکترود منفی DCEN که گاهی با نام جریان مستقیم DCSP شناخته می شود زمانی به وجود می آید که الکترود به پایه منفی منبع تغذیه و قطعه کار به پایه مثبت منبع تغذیه متصل شود.
به دلیل وجود اختلاف پتانسیل، الکترون ها از الکترود به سمت قطعه کار حرکت می کنند و در نهایت با سرعت بسیار بالایی به سطح قطعه کار برخورد می کنند. با برخورد، انرژی جنبشی الکترون ها به انرژی گرمایی تبدیل می شود و بنابراین گرمای زیادی در مجاورت قطعه کار تولید می شود.
به عنوان یک قاعده سرانگشتی، در نظر گرفته می شود که حدود ۲/۳ از گرمای کل قوس در سطح فلز پایه تولید می شود، در حالی که بقیه گرما که در حدود ۱/۳ است در سطح الکترود تولید می شود. این امر به ذوب سریع قطعه کار کمک می کند و بنابراین به راحتی می توان به نفوذ عمیق تری دست یافت.
با این حال، میزان رسوب فلز پرکننده به دلیل گرمای کمتر در نزدیکی الکترود، کمتر می باشد و در نتیجه درجه رقت در جوشکاری با جریان DCEN افزایش می یابد.
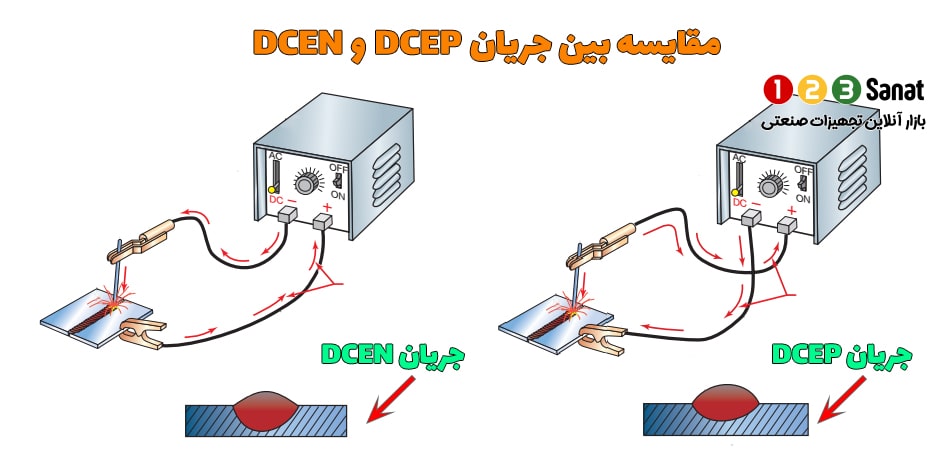
به تصویر زیر با دقت نگاه کنید.
معرفی جریان مستقیم الکترود مثبت DCEP در جوشکاری
جریان مستقیم الکترود مثبت DCEP که گاهی با نام قطبیت معکوس DCRP شناخته می شود زمانی به وجود می آید که الکترود به پایه مثبت منبع تغذیه و قطعه کار به پایه منفی منبع تغذیه متصل شود.
در این حالت، بیشتر گرمای قوس در سطح الکترود به وجود خواهد آمد، در حالی که گرمای کمتری روی قطعه کار ایجاد می شود.
جوشکاری با جریان مستقیم الکترود مثبت DCEP سبب می شود که لایه های کثیفی و اکسیدی موجود روی قطعه کار تکه تکه شده و از بین برود که به ایجاد جوش با کیفیت بیشتر کمک می کند لذا با این قابلیت قوس تمیزی گفته می شود.
در جوشکاری با جریان DCEP مطابق شکل بالا نفوذ کمتری در فلز پایه ایجاد می شود که برای جوشکاری قطعات نازک و همچنین جوشکاری پاس ریشه در جوشکاری لوله مناسب تر است.

در شکل فوق جوشکاری با استفاده از جوشکاری قوسی با الکترود دستی SMAW با الکترود E6012 با دو جریان DCEP و DCEN انجام شده است. در حالت (۱) از جریان DCEN و در حالت (۲) از جریان DCEP استفاده شده است و قابل ملاحضه است که در حالت (۱) جوشکاری با نفوذ بیشتری انجام شده است.
در جریان DCEN چون حرارت بیشتری به فلز پایه وارد می شود احتمال ایجاد اعوجاج جوشی نسبت به استفاده از جریان DCEP بیشتر است. و همچنین جریان DCEN منطقه متاثر از حرارت جوش HAZ بزرگتری ایجاد می کند.
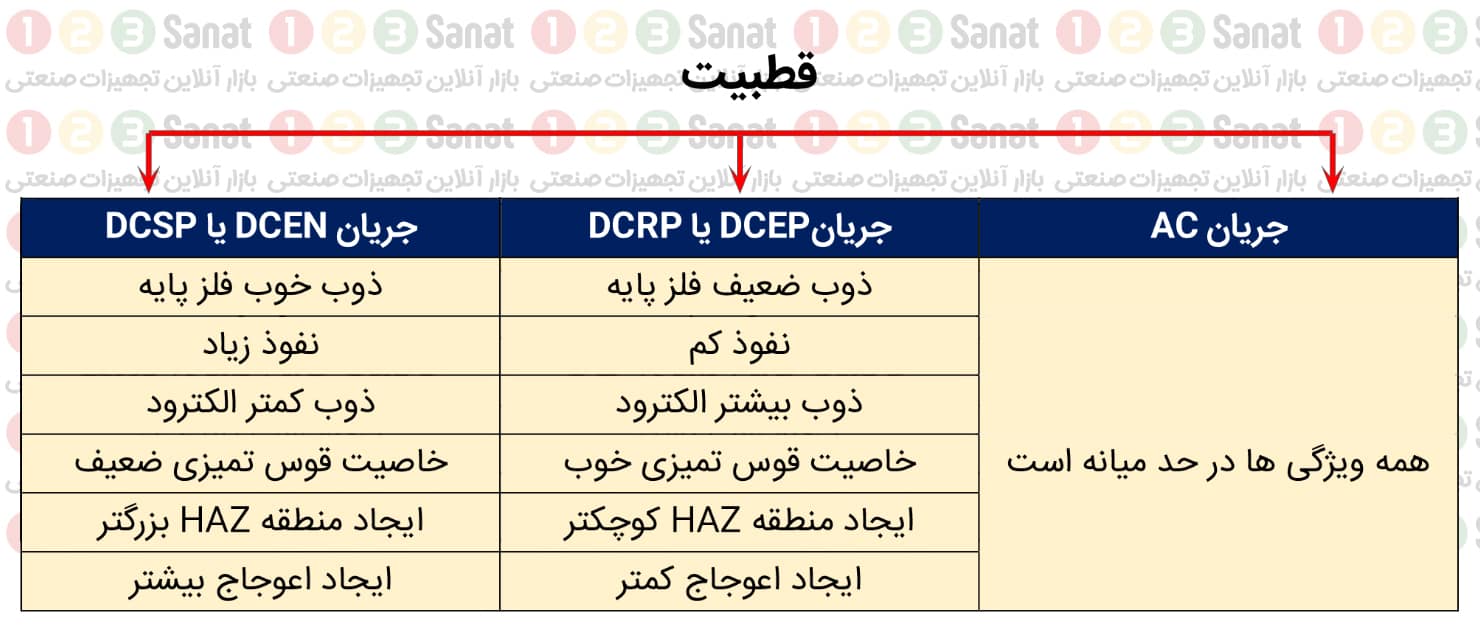
جمع بندی تاثیر قطبیت در فرآیند جوشکاری
همانطور که می دانید جوشکاری علاوه بر اینکه می تواند با جریان مستقیم DC انجام شود قابلیت انجام با جریان متناوب AC را نیز دارد. در جوشکاری با جریان متناوب AC به علت اینکه قطبیت به دفعات در هر ثانیه چند بار معکوس می شود که بر اساس فرکانس منبع تغذیه است حرارت به صورت یکنواخت بین الکترود و قطعه کار تقسیم می شود. لذا برای جمع بندی تاثیر قطبیت در فرآیند جوشکاری و شباهت ها و تفاوت های بین قطب مستقیم جریان مستقیم DCSP و قطبیت معکوس جریان مستقیم DCRP به جدول زیر نگاه کنید.
امیدوار هستم که دوستان پاسخ پرسش در جوشکاری جریان DCEN یا DCEP استفاده کنیم؟ را گرفته باشد و برای بررسی بیشتر در ادامه مقاله کاربرد قطبیت را در فرآیند های جوشکاری توضیح خواهیم داد.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.