صفر تا ۱۰۰ جوشکاری لیزر LBW

آشنایی با جوشکاری لیزر
جوشکاری لیزر یا به انگلیسی Laser Welding یکی از فرآیند های نوین جوشکاری است که فقط چند دهه از معرفی آن می گذرد. شاید برخی از افراد گمان کنند که با ابداع روش جوشکاری لیزر ، این روش جایگزین سایر فرآیندهای جوشکاری متداول تر مانند جوشکاری قوسی با الکترود دستی SMAW ، جوشکاری میگ و مگ ، جوشکاری تیگ (آرگون) ، جوشکاری زیرپودری و …. می شود اما چنین نیست بلکه روش جوشکاری لیزر در کنار سایر روش ها به عنوان یک روش نسبتاً جدید برای اتصال با جوشکاری شناخته می شود که در ادامه مزایا و معایب این روش را بررسی خواهیم کرد.
در کاربردهای صنعتی که در حال حاضر جوشکاری لیزر مورد استفاده قرار گرفته است ، بیشتر به عنوان جایگزین برای جوشکاری مقاومتی مورد استفاده قرار گرفته است و به لحاظ کاربرد های صنعتی طبق آمار شرکت پیشگام در صنعت جوشکاری Miller Electric بیش از ۹۰٪ اتصالات جوشی با روش جوشکاری میگ و مگ و جوشکاری تیگ (آرگون) متصل می شوند.
جوشکاری لیزر چگونه انجام می شود؟!
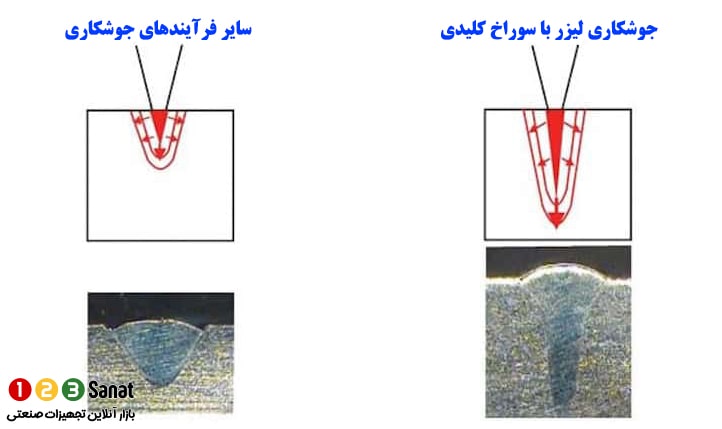
لیزر ، نوری تک رنگ و متمرکز است که با تابش آن بر روی سطح قطعه سریعاً باعث ذوب فلز در عمق زیاد می شود. مواد موجود در مسیر پرتو لیزر نه تنها ذوب می شوند بلکه بخار می شوند ، که حفره عمیقی را که با نام سوراخ کلید یا به انگلیسی keyhole ایجاد می کند که بلافاصله با بخار فلز پر می شود. در شکل زیر سوراخ کلید حاصل از جوشکاری لیزر در مقایسه با سایر روش های جوش کاری قابل مشاهده است.
جوشکاری لیزر بر خلاف جوشکاری الکترون بیم نیازی به خلا ندارد اما معمولاً جوشکاری در پناه گاز محافظ جوشکاری صورت می گیرد.
مزایا و محدودیت های جوشکاری لیزر
یک مزیت قابل ملاحظهایی که جوشکاری لیزر نسبت به سایر روش هایی جوشکاری سنتی تر دارد این است که تناوب انتقال حرارت در این جوشکاری نسبت به سایر روش هایی مانند جوشکاری اکسی استیلن ، جوشکاری قوسی با الکترود دستی SMAW و … بسیار پائین تر است که همین سبب می شود از ایجاد ساختارهایی غیر مطلوب جلوگیری شود و مقدار اعوجاج جوشی ایجاد شده به شدت کاهش یابد.
مطالعات شرکت معتبر در حوزه جوشکاری ESAB نشان داده است که میزان حرارت ورودی در جوشکاری لیزر ، تقریباً ۸۵٪ کمتر از جوشکاری GMAW است و همچنین مقدار تنش پسماند در جوش مستقیماً با ورودی گرما متناسب است. هرچه گرمای بیشتری به آن وارد کنید ، تنش پسماند بیشتری ایجاد می کنید. این به معنی کمانش و اعوجاج و جمع شدن و یک اتصال جوشی است که می توانند باعث اتفاقات غیر منتظره بعدی مانند ایجاد مشکل در مونتاژ سازه جوشی بشود.
در خصوص سایر مزایایی بی بدیل جوشکاری لیزر ، شرکت میلر اذعان کرده است که جوشکاری فولادهای با مقاومت بالا با روش های سنتی جوشکاری که سبب می شوند انجماد جوش مدت زیادی به طول بیانجامد ، نقاط قوت این فولادها را از بین می برد.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.