صفر تا ۱۰۰ جوشکاری الکترو اسلگ ESW
آشنایی با جوشکاری الکترو اسلگ
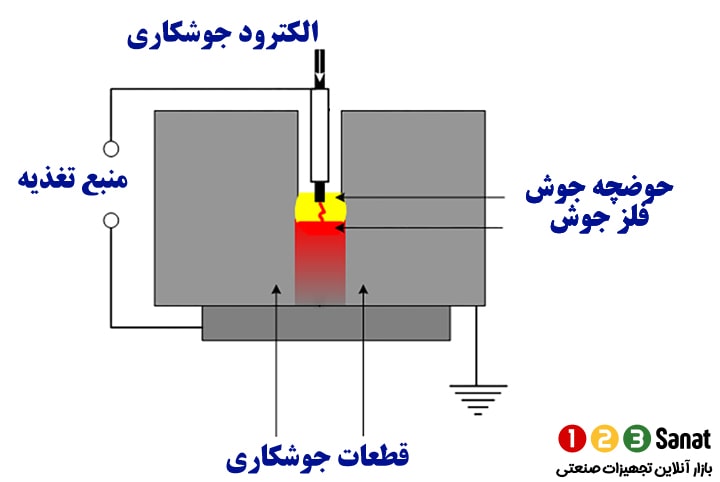
جوشکاری الکترو اسلگ یا به انگلیسی Electroslag Welding یک فرآیند جوشکاری ذوبی است که در آن با برقراری الکتریکی بین الکترود و قطعه کار ، حوضچه مذاب ایجاد می شود که در نهایت پس از سرد شدن فلز جوش را تشکیل می دهد.
جوشکاری الکترو اسلگ که به فارسی با نام جوشکاری سرباره الکتریکی هم ترجمه شده است با نام جوشکاری ESW نیز شناخته می شود ، برای اولین بار در ایالات متحده آمریکا در اواخر دهه ۱۹۳۰ میلادی معرفی شد اما سیر تکامل آن و معرفی آن به عنوان یک روش کاربردی در موسسه جوشکاری پاتون در کیف اوکراین توسعه یافت و مزیت آن برای جوشکاری فولادهای ضخیم به همگان شناسانده شد.
کاربرد جوشکاری الکترو اسلگ
کاربرد جوشکاری الکترو اسلگ ، همانطور که اشاره شد بیشتر برای جوشکاری فولاد های ضخیم می باشد و چون مقدار رسوب جوش در آن بالا است در صنعت کشتی سازی ، پل سازی و ساخت سکوهای نفتی از آن زیاد استفاده می شود. در حال حاضر این جوشکاری فقط برای جوشکاری فولاد های ساختمانی و کم آلیاژ و جوشکاری چدن توسعه یافته است و با توجه به خصوصیاتی که دارد بعید است بتوان از این روش را برای جوشکاری سایر آلیاژ ها مهندسی مورد استفاده قرار داد.
مزایای جوشکاری الکترو اسلگ
- ۱) میزان نرخ رسوب بالای جوش تا ۲۰ کیلوگرم در ساعت (این مقدار یک رقم خارق العاده است به طوریکه نرخ رسوب در جوشکاری زیر پودری در حدود ۱۰ کیلوگرم در ساعت و این رقم در جوشکاری قوسی الکترود دستی ۴ کیلوگرم در ساعت می باشد.)
- ۲) فلز جوش دارای آلودگی کمی می باشد.
- ۳) اعوجاج جوشی نسبتاً کم می باشد.
- ۴) بدون نیاز به آماده سازی قطعه کار و پخ زدن قبل از جوشکاری می باشد و هیچ محدودیتی در ضخامت برای جوشکاری ندارد.
- ۵) به علت نحوه مونتاژ قطعه کار قبل از جوشکاری اعوجاج زاویه ای در جوشکاری ESW وجود ندارد.
- ۶) توزیع تنش پسماند در جوش نسبتاً یکنواخت است.
معایب جوشکاری الکترو اسلگ
- ۱) به علت حجم بالای فلز جوش و کاهش سرعت سرد شدن ساختار جوش دانه درشت خواهد شد.
- ۲) جوشکاری فقط در موقعیت عمودی امکان پذیر است.
- ۳) این روش برای فقط برای جوشکاری فولاد کم آلیاژ مقرون به صرفه است.
- ۴) تمایل به ترک خوردگی گرم در این فرآیند بالا است.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.