سیر تا پیاز تست التراسونیک UT



کاربرد تست التراسونیک UT
تست التراسونیک UT روشی غیرمخرب است که در آن امواج فراصوت به طرف قطعه فرستاده شده و بدین ترتیب عیوب سطحی و زیرسطحی ماده مشخص میشود. مکانیزم عملکرد آن به این صورت است که سرعت صوت در محیطهای مختلف متفاوت است؛ در نتیجه هنگامی که امواج فرستاده شده به عیب یا ناپیوستگی درون قطعه برخورد کنند دچار تغییر محیط شده و منعکس میشوند که نشان دهندهی وجود عیب در درون ماده است.
امروزه تست التراسونیک UT به دلیل قدرت نفوذ بالای امواج فراصوتی، حساسیت بالای تجهیزات مربوط به آن، هزینههای نسبتاً پایین و سرعت عمل مناسب در کنترل کیفیت محصولات فرآیندهای تولید مانند: کشش، نورد، فورجینگ یا آهنگری و اکستروژن دارای محبوبیت فروان است.
یکی دیگر از کابردهای تست التراسونیک UT در تشخیص عیوب جوش در پروسه بازرسی جوش است که نسبت به سایر کاربردهای تست UT متداولتر است.
نحوه کار تست التراسونیک UT
در تست التراسونیک امواج با فرکانس ۵ تا ۲۵ مگاهرتز توسط مبدل تولید میشوند و به داخل قطعه مورد تست هدایت میشوند و هنگامی که این امواج در مسیر حرکت خود به عیوب احتمالی موجود در قطعه مانند تخلخل، ترک و ناخالصیهای حبس شده برخورد میکنند، منعکس میشوند و بازتاب امواج فراصوت که از ماده مورد تست ساطع میشوند پس از تبدیل، به صورت سیگنال در صفحه نمایشگر نشان داده میشود که بازرس جوش با تحلیل این سیگنالها میتواند به مکان، عمق و سایز عیب احتمالی در جوش پی ببرد.
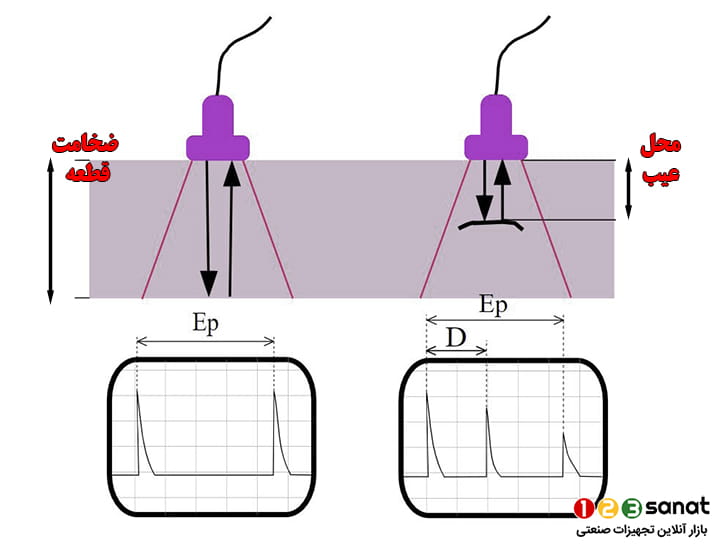
برای مثال به شکل زیر دقت کنید وقتی یک موج توسط دستگاه فرستاده میشود و سپس برمی گردد دو پالس در صفحه نمایشگر نشان داده میشود که پالس اول نشان دهنده سطح قطعه و پالس دوم نشان دهنده سطح انتهایی قطعه است. حال اگر بین این دو پالس میان پالسی تشکیل بشود نشانگر وجود عیب در داخل قطعه است.
انواع تکنیکهای انجام تست التراسونیک UT
سه روش اصلی برای تشخیص عیوب در داخل ماده با کمک تست UT وجود دارد، که در ادامه آنها را بررسی میکنیم.
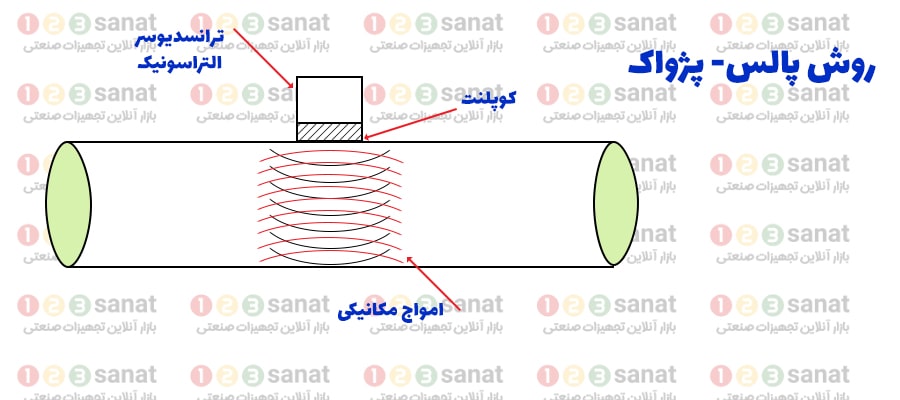
۱) روش پالس- پژواک
در روش پالس- پژواک یا به انگلیسی Pulse-Echo Technique، مبدل پیزوالكتریک امواج مکانیکی را به داخل ماده میفرستد و دریافت میکند در شکل زیر، ارسال و دریافت یک پالس انرژی قابل مشاهده است. در این روش گیرنده انرژی مکانیکی را دوباره به انرژی الکتریکی تبدیل میکند تا سیگنالها برای تحلیل نتایج مورد استفاده قرار گیرند.
روش پالس- پژواک، پر استفادهترین تکنیک انجام تست میباشد که در آن محور افقی نمایشگر متناسب با زمان عبور موج در درون ماده است و محور عمودی مربوط به دامنه پژواک است. به طور خلاصه، در روش پالس- پژواک، وجود، اندازه و محل یک نقص به دامنه سیگنال اکو و زمانی که سیگنال اکو به گیرنده میرسد مرتبط است.
روش پالس- پژواک برای نمونههای آزمایشی بزرگ و با شکل نامنظم مناسب است. همچنین این روش دارای محدودیتهایی میباشد که در ادامه بررسی میشود. ۱) این تکنیک قابلیت تشخیص عیوبی که در نزدیکی سطح یا ناحیه مرگ (Dead Zone) قرار دارند، نمیباشد ۲) اگر عیب کوچکی پشت عیب بزرگتری قرار گرفته دچار پدیدهی سایه (Shadow Effects) میشود و آن را تشخیص نمیدهد. ۳) اگر عیبی موازی با جهت امواج ارسال شده باشد این روش قادر به تشخیص آن نمیباشد. ۴) چون امواج باید مسیر رفت و برگشت را طی کنند دچار خطای کاهش دامنه (Amplitude Loss) برای تشخیص اندازهی عیوب میشوند.
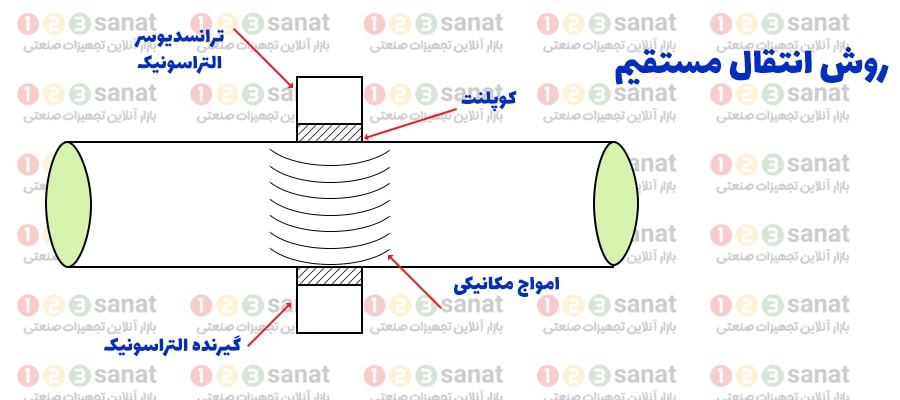
۲) روش انتقال مستقیم
در روش انتقال مستقیم یا به انگلیسی Through-Transmission Technique، یک فرستنده التراسونیک در یک سمت ماده و در سمت مقابل یک گیرنده التراسونیک استفاده میشود.
این روش اولین تکنیک مورد استفاده در تست UT میباشد که دارای مزیتهایی مانند: ۱) عدم اتلاف انرژی موج ناشی از رفت و برگشت موج ۲) عدم وجود ناحیه مرگ ۳) عدم وابستگی به جهت عیب برای نمایش است. این روش دارای محدودیتهایی مانند: ۱) عدم تشخیص موقعیت عیب ۲) نیاز به موازی بودن دو طرف سطح ۳) عدم تشخیص عیوب عمودی ۴) نیاز به دسترسی به هر دو طرف قطعه میباشد.
روشهای تست پیشرفته التراسونیک
۱) روش تست پیشرفته التراسونیک فیزاَری Phased Array
تست التراسونیک Phased Array روش جدیدتر و بهینهتر تست التراسونیک سنتی است و علت پیدایش آن اقتصادیتر بودن بازرسی قطعات با کاهش زمان بازرسی توسط فیزاَری است. روش متداول التراسونیک نیازمند حرکت چندین باره فرستنده روی سطح قطعه مورد ارزیابی است که همین موضوع سبب زمان بر شدن روبش (اسکن) و کاهش سرعت تست است.
در سیستم التراسونیک معمولی هر پراب با یک زاویه خاص میباشد که همین موضوع سبب میشود زمان تست در مقایسه با فیزاَری Phased Array که تنها یک پراب دارد بیشتر باشد و راندمان کلی کاهش یابد.
در روش فیزاَری Phased Array با یکبار اسکن سطح قطعه کار میتوان به همان نتایجی رسید که در روش التراسونیک معمولی نیازمند حرکت چندباره پراب بر روی سطح قطعه کار است.
از مهمترین معایب التراسونیک معمولی این است که قدرت تشخیص ترکهای هم راستای امواج صوت را ندارد و این مشکل اساسی خوشبختانه تا حد زیادی توسط روش تست پیشرفته التراسونیک فیزاَری Phased Array حل شده است.
سرعت تست در روش فیزاَری بطور قابل ملاحظهایی نسبت به روش تست التراسونیک معمولی بیشتر است برای مثال برای بازرسی هر متر اتصال جوش با روش التراسونیک معمولی نیاز به ۲۰ دقیقه زمان است در حالیکه با روش فیزاَری بازرسی هر متر اتصال جوش کمتر از ۳۰ ثانیه زمان میبرد. امروزه تست التراسونیک Phased Array به صورت گسترده در بازرسی مخازن تحت فشار و بازرسی خطوط لوله انتقال نفت و سیالات مورد استفاده قرار میگیرد.

۲) روش تست فرستندههای صوتی الکترومغناطیس EMAT
روش فرستندههای صوتی الکترومغناطیس EMAT که مخفف کلمه انگلیسی Electromagnetic Acoustic Transducers است، یک روش تست غیر مخرب است که براساس امواج الکترومغناطیس کار میکند. مزیت عمده EMAT عدم نیاز به تماس با سطح است که خود یک مزیت بسیار بزرگ محسوب میشود چرا که بازرسی سطوح خشن، داغ و فوق سرد با روش التراسونیک سنتی عملاً غیر ممکن است.
تست EMAT امروزه جایگاه خود را به عنوان یک روش تست غیر مخرب در بازرسی خطوط لولههای تحت فشار، بویلرها و خطوط راه آهن پیدا کرده است.
اساس کار EMAT بر اصل ایجاد امواج التراسونیک در داخل مواد رسانا یا مغناطیس است که اصولاً دستگاه EMAT از سیم پیچ و آهنربا تشکیل شده است.
سیم پیچ EMAT که از آن جریان الکتریکی متناوب عبور میکند، در میدان مغناطیسی یکنواخت (B)، نزدیک سطح نمونه مورد بررسی قرار داده شده و سیمپیچ باعث القاء جریانهای گردابی (J)، در سطح نمونه میشود. در اثر برهمکنش جریانهای گردابی با میدان مغناطیسی نیروهای لورنتز (Lorentz (f بوجود میآیند:
f= JxB
در اثر برهمکنش نیروهای لورنتز با شبکه اتمی ماده مورد بررسی امواج التراسونیک در سطح ماده بوجود میآید که در روش تست EMAT با عبور کردن این امواج از قطعه مورد تست، عیوب موجود در آن ظاهر میشود.
کاربرد روش EMAT بشرح زیر است: بازرسی نازک شدگی جداره مخازن، بازرسی ترکهای خوردگی و خستگی، تشخیص عیوب مختلف در جوش و اندازهگیری تنش پسماند است.
در ویدیوی زیر با نحوه کار تست EMAT آشنا میشوید.
این صفحه را با دیگران به اشتراک بگذارید و امتیاز بگیرید

برای نوشتن دیدگاه باید وارد بشوید.